Lựa chọn, căng và mài một chuỗi cưa
Chuỗi cưa ở cưa điện là một chi tiết chức năng quan trọng mà sớm hay muộn sẽ phải được mài sắc, sửa chữa hoặc thay thế hoàn toàn bằng một cái mới. Để làm điều này một cách chính xác, bạn cần phải xem xét thiết kế và các tính năng khác của công cụ này.
Nội dung
Làm thế nào để chọn một chuỗi cho cưa điện
Xin lưu ý rằng không có sự khác biệt giữa các dây chuyền cho cưa benzo và điện.. Đối với cả hai loại dụng cụ, dây chuyền đều được làm từ cùng một vật liệu và được gắn trên các lốp giống nhau cho cả các thiết bị điện và xăng.Để chọn một chuỗi cho cưa điện, một số thông số cần được xem xét. Một số người trong số họ phải tuân thủ các thông số kỹ thuật của lốp được cài đặt.
Kích thước chuỗi
Thông số này luôn khớp thay lốp đơn vị của bạn. Nếu bạn nhận được một chuỗi cưa nhỏ hơn lốp xe, bạn không thể đeo nó. Ngoài ra, thiết bị vượt quá kích thước của lốp xe không kéo nó đúng cách. Trong cả hai trường hợp, sẽ không thể sử dụng cưa điện. Kích thước của công cụ cưa có thể được xác định theo inch và chúng có thể có các giá trị sau: 10 ″, 12 ″, 13 ″, 14 ″, 15 ″, 16 ″, 18 ″ và cao hơn.
Chuỗi sân
Xác định bởi bất kỳ ba đinh tán của chuỗi. Trong hình bên dưới, chữ "a" cho biết chính xác khoảng cách này, được đo bằng inch.
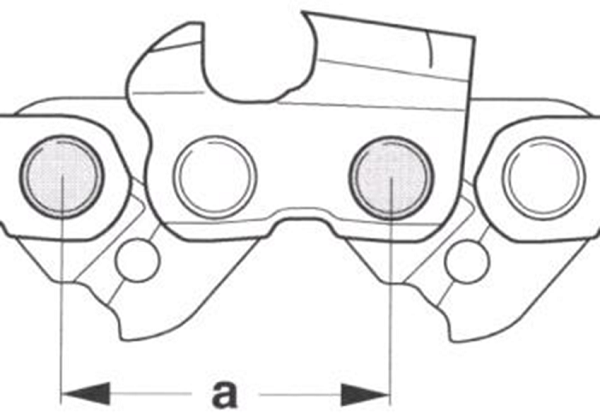
Chuỗi sân có thể có các giá trị sau: 0.325 ″, 0.375 ″ và 0.404 ″.
Một bước với kích thước 0.375 ″ thường được viết dưới dạng phân số, như 3/8 ”(3: 8 = 0,75), để không bị nhầm lẫn với số 0,325.
Bạn nên biết: các bước nhiều hơn tại chuỗi cưa, sức mạnh hơn động cơ của đơn vị nên có. Trên các đơn vị nghiệp dư và bán chuyên nghiệp có công suất 1,84 kW, dây chuyền với bước 0,325 ″ được lắp đặt. Các thiết bị này có thể cắt các cành mỏng, cắt các nút thắt và cũng có thể sử dụng nó trong khi thi công, ví dụ, các thớt.Cưa với một bước 3/8 (công suất động cơ khoảng 2,94 kW là cần thiết) nó đã có thể cắt cây mỏng và cắt tấm dày trung bình. Các thiết bị có bước 0.404 ″ (công suất động cơ từ 4.41 kW trở lên) chỉ được sử dụng trên các thiết bị chuyên nghiệp và được thiết kế để thực hiện công việc phức tạp.
Độ dày liên kết chì
Độ dày của chân (còn được gọi là liên kết hàng đầu) - đây là một thông số rất quan trọng khi lựa chọn một công cụ cho cưa điện.

Để chọn dụng cụ phù hợp cho thiết bị, cần phải có độ dày của thân phù hợp với chiều rộng của rãnh của lốp. Độ dày có thể có ý nghĩa sau đây.
- 1,1 mm (0,043 ”), 1,3 mm (0,05"). Một snap thực hiện công việc với tải nhỏ và áp dụng nó trên điện nhỏ cưa. Giàn khoan có độ cao 0.325 ″.
- 1,5 mm (0,058 ”). Dây chuyền có độ dày thân này có độ cao 3/8 ”. Họ có thể chịu được tải nặng và được cài đặt trên bán chuyên nghiệp và thiết bị gia dụng.
- 1,6 mm (0,063 ”), 2 mm (0,08”). Lốp và phụ kiện đã thấy với các giá trị này được sử dụng để thực hiện công việc phức tạp chỉ với tải trọng lớn trên thiết bị chuyên nghiệp.
Số lượng liên kết
Bởi số lượng các liên kết (shanks) được xác định chiều dài dụng cụ. Chọn một snap, bạn có thể dựa vào các giá trị độ dài hoặc số lượng các liên kết. Vì các nhà sản xuất khác nhau trong mô tả sản phẩm chỉ có thể cho biết số lượng các yếu tố cắt, nên không làm tổn thương khi biết cả thông tin đó lẫn thông tin khác.
Loại liên kết cắt
Theo cấu hình, các yếu tố cắt của dụng cụ được chia thành 2 loại: chipper và đục.

Chipping loại cắt răng - nó là một máy cắt hình lưỡi liềm với diện tích tiếp xúc lớn với vật liệu. Răng lưỡi liềm làm tăng tải trên động cơ của thiết bị và không có đặc tính cắt tốt. Nhưng, nhờ vào hình thức này, răng dễ dàng đối phó với ô nhiễm, và chỉnh sửa của họ không đòi hỏi độ chính xác đặc biệt.
Đục răng hồ sơ nhắc nhở số "7" và thường được gọi là "bảy". Các thiết bị có cấu hình răng như vậy được phân biệt bằng tốc độ cưa, chất lượng cắt và được sử dụng chủ yếu trên các thiết bị chuyên nghiệp. Việc mài dao với răng chizel trong cuộc sống hàng ngày là khá khó khăn, bởi vì ngay cả việc không quan sát nhỏ nhất các góc sắc nét cũng phủ nhận tất cả các ưu điểm của cấu hình đục của máy cắt.
Cắt răng
Khi chọn một dụng cụ cho cưa điện, hãy hỏi vật liệu của nó được làm bằng vật liệu nào. Để cưa gỗ mềm, dây xích với máy cắt từ chrome-niken, thép hợp kim. Để cưa dụng cụ bằng gỗ đông lạnh, ô nhiễm và cứng với các chi tiết cắt làm bằng thép hợp kim sẽ không hoạt động. Cho những mục đích này, sử dụng máy cắt, gia cố cacbua nghiêngđặc trưng bởi tăng sức đề kháng mặc.

Chiều cao hồ sơ
Chiều cao của hồ sơ của công cụ phụ thuộc độ sâu cắt và năng suất công cụ. Cấu hình của răng cắt càng cao thì vật liệu càng mạnh. Răng có chiều cao hồ sơ nhỏ sẽ loại bỏ các mảnh mỏng hơn trong quá trình cưa. Độ sâu của vết rạch của công cụ vào vật liệu được điều chỉnh bằng cách mài ra khỏi nút mà mỗi phần tử cắt có.
Có 2 loại chuỗi có chiều cao hồ sơ:
- chiều cao 0,025 "(0,635 mm) là công cụ cấu hình thấp;
- Chiều cao hồ sơ 0,03 "(0,762 mm) - đến cấu hình cao.
Thông tin này cũng có thể được tìm thấy. trong hướng dẫn cho đơn vị (chỉ ra các loại dụng cụ áp dụng cho mẫu cưa này).Nó sẽ hữu ích nếu bạn tự nhổ răng. Trên các đơn vị chuyên nghiệp, cả hai thiết bị cao cấp và cấu hình thấp được sử dụng, nhưng trên các thiết bị gia dụng, chỉ sử dụng các thiết bị có cấu hình thấp. Chuỗi cấu hình cao là một công cụ hiệu quả cao. Nhưng sử dụng nó làm tăng sự rung động và gây hấn của nhạc cụ.
Để giảm sự hung hăng của chuỗi, khu nghỉ dưỡng phát triển đến một mẹo nhỏ: với một chuỗi sân lớn một hồ sơ cắt thấp được thực hiện và, ngược lại, như sân là giảm, hồ sơ cũng tăng lên. Kỹ thuật này cho phép đơn vị xử lý vật liệu cùng một lúc một cách hiệu quả và ít gây hấn hơn.
Loại cắt
Không có gì bí mật khi gỗ có cấu trúc bao gồm các sợi được sắp xếp theo chiều dọc. Do đó, để cắt vật liệu này dọc theo hoặc ngang qua các sợi, cần phải mài sắc khác nhau của răng cưa.
- Dành cho cắt chéo Răng công cụ bằng gỗ được mài sắc ở góc 25-30 độ.
- Để hiệu quả cưa dọc theo sợi Yêu cầu răng sắc nhọn ở góc 5 đến 15 độ. Nhưng những dây chuyền này được sử dụng rất hiếm khi, vì nó là tốt hơn để sản xuất cưa theo chiều dọc của gỗ với một cưa ban nhạc hoặc cưa tròn.
Số lượng các yếu tố cắt
Chuỗi cưa tiêu chuẩn có hai thân trên mỗi liên kết cắt. Tuy nhiên, để giảm chi phí sản phẩm của họ, một số nhà sản xuất sản xuất một snap với số lượng nhỏ hơn của các yếu tố cắt, được gọi là: "với một vượt qua" và "bán vượt qua".
![]()
Trong một snap-in với một nửa-pass, một liên kết bổ sung được chèn vào giữa mỗi cặp thứ hai của máy cắt. Và trong các chuỗi có đường chuyền, một liên kết trung gian được chèn vào sau mỗi phần tử cắt. Kết quả là:
- trong một chuỗi tiêu chuẩn với 64 thân, cần có 32 phần tử cắt, tức là 50%, của tất cả các liên kết;
- trong một công cụ có bán vượt qua, số lượng các phần tử cắt sẽ là 40%;
- dây chuyền có đèo có số lượng răng cửa nhỏ nhất - 37,5%.
Thiết bị có khoảng trống làm tăng tính hung hăng của công cụ, làm giảm hiệu suất của nó, góp phần vào sự hao mòn nhanh chóng của lốp xe, cũng như xích lái.
Vì lý do này, bạn không nên mua thiết bị giá rẻ. Trong tương lai, khoản tiết kiệm như vậy sẽ không thể biện minh cho số tiền chi cho việc sửa chữa hoặc thay thế tất cả các bộ phận của tai nghe đã thấy.
Khi bạn cần thay đổi chuỗi
Sự cần thiết phải thay thế mạch chủ yếu phát sinh khi mặc và kéo dài quá mức. Nếu bạn không thể kéo dài snap bằng vít điều chỉnh, thì nó sẽ được thay thế. Nhưng cài đặt một phần mới trên một cũ, mòn ra bánh và lốp xe tương tự không được khuyến khích, vì điều này sẽ dẫn đến mặc nhanh chóng của nó.
Nhiều chủ sở hữu máy cưa điện biết rằng sự hao mòn của dây xích xảy ra nhanh gấp 2-3 lần sự phát triển của lốp và xích, và họ dùng đến một chút thủ đoạn.
- Có cưa điện mới, bạn nên mua 3 cưa xích cùng một lúc.
- Đã làm việc với một chuỗi trong vài giờ, nó sẽ được thay thế bằng một chuỗi mới. Hơn nữa, chuỗi thứ hai thay đổi theo cùng một nguyên tắc.
- Sau mỗi lần thay thế thiết bị, cần lật đổ lốp để mặc đồng phục.
Thực hiện các thao tác đơn giản này sẽ dẫn đến mặc đồng phục tất cả các bộ phận và kéo dài tuổi thọ của chúng.
Thay thế dây xích bằng cưa điện
Nếu bạn muốn thay đổi thiết bị trên cưa, sau đó nó được thực hiện theo cách sau. Ví dụ, cho thấy làm thế nào để đặt chuỗi trên cưa điện của Makit.
- Trên vỏ bọc, đóng bộ phận ổ đĩa, bạn có thể thấy một nắp nhỏ với mẫu in. Nếu bạn nhấc nó lên, bạn có một tay cầm mà bạn có thể tháo ốc vít ra.


- Để tháo dây xích khỏi cưa điện, tháo đầu tiên kẹp vít và tháo nắp. Bạn sẽ thấy một xích hàng đầu và 2 chân trên đó lốp được đưa vào.

- Ngắt kết nối lốp với xích từ thiết bị.

- Tiếp theo, bạn nên cẩn thận đặt chuỗi trên lốp xe, quan sát đúng hướng răng cắt, cài đặt chuỗi trên một cưa điện (với lốp xe), đặt nó trên một dấu hoa thị.
- Giữ lốp, đặt vỏ trên.

- Chuyển theo các hướng khác nhau căng thẳng adjuster knob, làm cho nó tương tác với vít điều chỉnh.

- Thắt chặt vít kẹp, kiểm tra độ căng của phần cắt của thiết bị.

- Nếu cần, siết chặt dây xích đến mức mong muốn bằng ngón tay cái điều chỉnh và cuối cùng siết chặt vít kẹp. Cài đặt đúng chuỗi kiểm tra bằng cách vẽ (bằng tay) nó trên lốp. Snap-in nên di chuyển tự do mà không gặp bất kỳ khó khăn nào. Trên mạch thay thế này được coi là hơn.
Cách điều chỉnh độ căng của dây chuyền
Thắt chặt chuỗi trên cưa là bắt buộc trong các trường hợp sau:
- sau khi thay thế thiết bị bằng một thiết bị mới;
- khi đeo thiết bị theo thời gian.
Trong quá trình hoạt động của cưa không nên cho phép các chuỗi võng.Ngoài ra, nó không thể quá chặt chẽ. Phụ kiện lỏng lẻo có thể đi ra khỏi lốp xe và thiệt hại nó. Thiết bị được siết chặt có thể bị vỡ hoặc dẫn đến hỏng bánh xích và mài lốp nhanh chóng.
Để thắt chặt chuỗi trên thiết bị, hãy làm như sau.
- Nới lỏng vít hoặc đai ốc cố định lốp (tùy thuộc vào kiểu máy).
- Với sự giúp đỡ của điều chỉnh bolt tăng sức căng của snap. Độ chính xác của độ căng dụng cụ được kiểm tra một cách đơn giản: kéo xích dọc theo giữa lốp và nhìn vào liên kết ổ đĩa. Thông thường, 1/3 của chân (đầu của nó) không nên kéo dài từ rãnh lốp.
- Đã đạt được độ căng chính xác, siết chặt vít kẹp (đai ốc).
Mài chuỗi ở nhà
Để hiểu rằng việc mài nhọn một chuỗi cưa là cần thiết, có thể có một số dấu hiệu:
- trong quá trình hoạt động, lốp “dẫn” sang một bên;
- tốc độ cưa giảm đáng kể;
- Các con chip có hình dạng của kim tiêm, và có rất nhiều bụi trong chúng (răng mặt đất mạnh tạo ra các chip vuông hình dạng đồng nhất).
Quy tắc mài
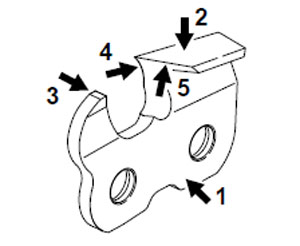
Để mài sắc các lưỡi cắt của cưa xích, bạn cần có ý tưởng về thiết kế của chúng, bao gồm:
- liên kết cơ sở;
- lưỡi dao;
- cắt giới hạn độ sâu;
- lưỡi đứng;
- lưỡi trên nằm ngang.
Để cung cấp cho các thuộc tính cắt chuỗi tối đa, lưỡi của nó được nghiền ở các góc nhất định. Khả năng cắt của dụng cụ chủ yếu phụ thuộc vào góc cào, góc của lưỡi trên và góc mài.
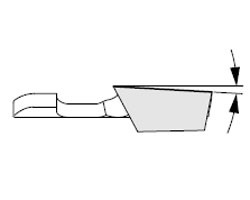
Lưỡi dao phải được nghiêng lại và định hình. góc quay lại. Nó là cần thiết để làm sâu lưỡi dao phía trên vào vật liệu.
Để tạo thành góc sau của lưỡi dao cuối Nghiền ra phía sau của xương hàm. Góc này chịu trách nhiệm cắt chip (bên).
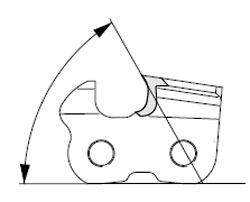
Cho sự hình thành góc nghiêng (từ 60 ° đến 85 °) đáp ứng cạnh cuối. Nó được đo tương đối so với cuối liên kết.
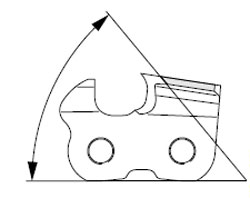
Để tặng góc của mặt sau của lưỡi trên nghiền nát lưng mình. Góc có thể nằm trong khoảng từ 50 ° đến 60 °.
Góc mài đo ở góc vuông bên phải lốp.
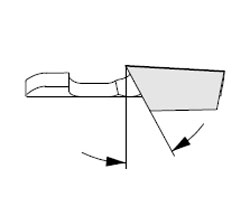
Giá trị của góc mài càng lớn thì công cụ càng hiệu quả. Nếu góc này giảm, thì độ rung sẽ giảm đáng kể và quá trình cắt sẽ diễn ra suôn sẻ hơn.
Góc mài không được lớn hơn 35 ° và không nhỏ hơn 25 ° nếu dụng cụ được thiết kế để cắt ngang các sợi. Nhưng quy tắc này không áp dụng cho các chuỗi dọc. Chúng có góc nhọn 10 °.
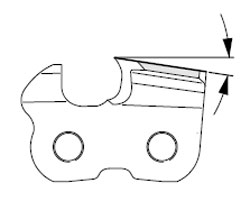
Mỗi dao cắt có một điểm dừng giới hạn độ sâu của lưỡi dao vào gỗ.
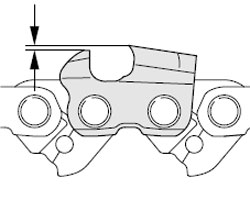
Thông thường, khoảng cách giữa đỉnh của lưỡi dao và điểm dừng phải nằm trong khoảng từ 0,5 đến 0,8 mm.
Chuỗi răng thuật toán mài
Dây chuyền dùng cho điện và cưa xích, đặc biệt là với vòi cacbua, thường được mài nhọn trên máy được thiết kế đặc biệt cho mục đích này. Sau này có một đĩa để mài và một bảng xoay mà trên đó các gian lận được gắn kết.

Mài dây chuyền của riêng bạn yêu cầu khả năng thích ứng đặc biệtgiúp chịu được các góc mài cần thiết trong hoạt động này. Bạn cũng sẽ cần chuẩn bị hai tệp: một tệp có cấu hình phẳng và tệp thứ hai có hình tròn.

Để làm sắc nét cưa, hãy làm theo các bước sau.
- Kẹp cụm lốp trong một phó.
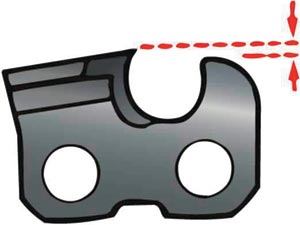
- Đầu tiên, cạnh cắt của răng thẳng. Đặt khớp vừa vặn như hình dưới đây.
- Lấy vòng tập tinbắt đầu di chuyển nó về phía trước với các chuyển động nhẹ và mượt mà.Số của họ nên giống nhau cho tất cả các răng cửa. Vì vậy, làm sắc nét tất cả các răng của dụng cụ (thông qua một), sau đó xoay mẫu và thực hiện các hoạt động tương tự cho mỗi công cụ không cứng thứ hai.
- Sau khi chỉnh sửa các cạnh cắt của răng cửa, một chút nghiền ra giới hạn độ sâu. Cài đặt mẫu như được hiển thị trong các bức ảnh sau.


- Các mẫu có hai lỗ, bên cạnh đó là chữ khắc "cứng" (cứng) và "mềm" (mềm). Cài đặt các mẫu trên hàng rào với lỗ "HARD", nếu bạn muốn cắt gỗ cứng. Để cắt vật liệu mềm, điểm dừng được nghiền qua lỗ “MỀM”.
- Để nghiền dừng được sử dụng tập tin phẳng.


Điều quan trọng! Độ sâu của dao cắt không được nghiền mà không có mẫu. Vượt quá mức bình thường, điểm dừng sẽ làm cho răng cưa bị sâu quá sâu vào vật liệu, làm tăng tải trọng trên động cơ của thiết bị, tăng độ rung, giảm độ chính xác của cưa và tăng nguy cơ bị đá lại.
/rating_off.png)











