Phụ kiện cho cưa tròn, miter và saber
Đĩa cưa là phần tử tích phân của bất kỳ cưa điện nào. Nó được cài đặt cả trên các dụng cụ cắt thủ công và trên các thiết bị cố định. Có rất nhiều loại đĩa khác nhau về hình dạng của răng cắt, góc mài của chúng, đường kính và vật liệu mà chúng được tạo ra. Từ việc lựa chọn đúng thiết bị cho một loại vật liệu nhất định phụ thuộc vào hiệu suất của công cụ, chất lượng cắt và độ an toàn của người vận hành.
Nội dung
Làm thế nào để chọn đĩa cho cưa tròn và miter
Bạn nên biết rằng thay đổi loại đĩa trên cưa, bạn có thể xử lý các tài liệu sau:
- gỗ mềm và cứng;
- vật liệu dựa trên gỗ (MDF, MDF, ván ép nhiều lớp, OSB, ván ép, ván sàn, vv);
- đá tự nhiên và nhân tạo;
- kim loại màu;
- sản phẩm nhựa;
- các sản phẩm kim loại (tôn, ống, hồ sơ kim loại, phụ kiện, vv).
Mỗi công cụ cắt có một số đặc điểm cần được xem xét trước khi sử dụng.
Đường kính ngoài
Đường kính của công cụ cắt được lắp đặt không được lớn hơn đường kính trong của vỏ bảo vệ. Trong các mô hình khác nhau của các đơn vị bao gồm có thể có cả kích thước nhỏ và lớn. Một đĩa có đường kính lớn sẽ không vừa với vỏ có đường kính bên trong nhỏ hơn. Đồng thời, bạn có thể cài đặt một đĩa nhỏ dưới vỏ lớn, nhưng đồng thời đáng kể giảm độ an toàn khi sử dụng thiết bị.
Độ sâu của vết cắt phụ thuộc vào đường kính ngoài của thiết bị. Nhưng nên đưa vào mô hình sau: thiết bị càng được đắm mình trong phôi gia công,tải lớn hơn rơi vào động cơ của thiết bị.
Đường kính của các đĩa cho một cưa tròn cầm tay có thể nằm trong khoảng 130-250 mm.
Đường kính lỗ khoan
Điều quan trọng là đường kính của trục máy và ghế đĩa khớp với nhau. Một số loại thiết bị cưa có lỗ bổ sung cho cố định cứng nhắc trên chân. Thiết bị, theo quy định, có chỗ ngồi có kích thước sau: 16, 20, 22, 30 và 32 mm.
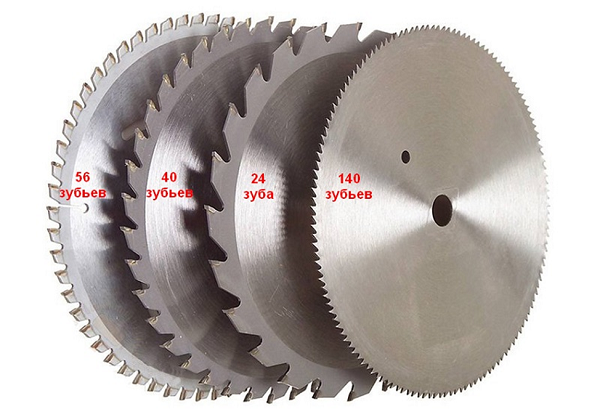
Số răng
Tham số này ảnh hưởng xử lý và hiệu suất vật liệu sạch. Dụng cụ càng ít răng, mảnh càng nhanh càng tốt do loại bỏ chip tốt hơn. Nhưng giảm số lượng răng cửa dẫn đến giảm chất lượng cắt. Tăng số lượng răng, tương ứng, cải thiện chất lượng cắt. Nhưng nó là giá trị biết rằng răng càng có nhiều công cụ, tải trọng lớn hơn có kinh nghiệm bởi động cơ điện của bộ máy. Thông thường, thiết bị cưa cưa tròn được chia thành 3 nhóm:
- từ 80 và nhiều răng cửa - một số lớn;
- từ 40 đến 80 răng cửa - số trung bình;
- từ 10 đến 40 răng - một lượng nhỏ.
Đối với mỗi nhiệm vụ cụ thể, thiết bị được chọn với số lượng yêu cầu của các yếu tố cắt:
- số lượng răng tối đa cần thiết để cắt gỗ trên sợi;
- để cưa dọc theo sợi gỗ, tốt nhất là sử dụng một dụng cụ có một số ít răng cửa (lên đến 60).
Độ dốc răng
Thiết bị cho các thông tư thủ công hoặc cố định có sự khác biệt về góc nghiêng của răng. Đó là cả hai tiêu cực và tích cực đối với bán kính của đĩa.
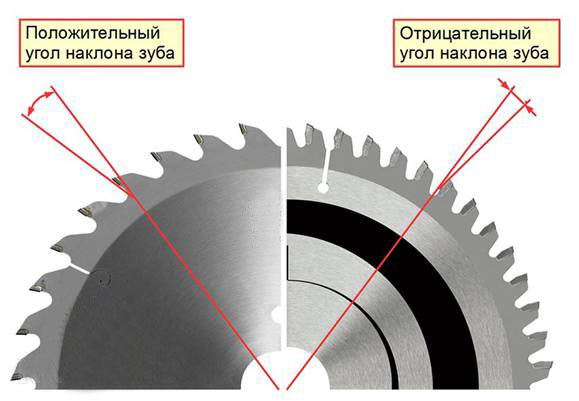
Góc nghiêng của răng cửa có thể có các giá trị sau;
- các góc từ 5 đến 15 ° được coi là tiêu chuẩn;
- các góc từ 15 đến 20 ° được gọi là tích cực (dương);
- các góc từ 0 ° đến -5 ° được gọi là bình thường (âm).
Đối với cưa miter Nó là phong tục để sử dụng đĩa với độ nghiêng bằng không hoặc âm của các răng cửa. Điều này là do thực tế là bộ phận làm việc của dụng cụ đi vào phôi dọc theo một con đường khác so với cưa tròn được gắn trên dụng cụ cầm tay hoặc trên máy công cụ. Đĩa với không hoặc độ nghiêng âm của các răng cửa khi nó ép trên phôi từ phía trên và làm trầy xước vật liệu. Trong trường hợp này, phôi vẫn giữ cố định, tựa vào bộ giới hạn, không cho phép đĩa đẩy nó ra xa.

Nếu bạn cài đặt một đĩa tương tự trên một hình tròn, thì sẽ rất khó để cắt theo chiều dọc. Máy cưa sẽ bắt đầu đẩy phôi, các phần tử cắt sẽ bị tắc với mùn cưa, và quá tải động cơ của thiết bị sẽ xảy ra.
Nó đặc biệt nguy hiểm khi lắp đặt một dụng cụ có độ nghiêng âm của răng cửa trên cưa tròn cầm tay, do tác động ngược lại sẽ rất khó để giữ dụng cụ trong tay bạn.
Cho cưa điện tròn nó là khôn ngoan hơn để sử dụng một snap với một góc độ nghiêng tích cực của răng. Máy cắt trong trường hợp này, đang ở một góc nhất định với bề mặt của phôi gia công, sẽ đâm vào nó như một chiếc máy bay, kéo phôi theo chúng.
Cấu hình cắt
Mục đích của đĩa có thể được tìm thấy trên cơ sở cấu hình của răng cửa.
- Răng sắc nhọn thẳng cho phép bạn cắt gỗ nhanh chóng, nhưng đồng thời bẩn.
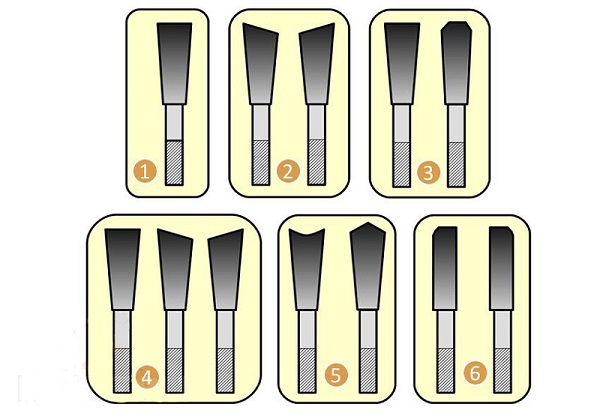
- Răng có bevel thay thế theo các hướng khác nhau, cho phép bạn cắt gỗ theo các hướng khác nhau, nhưng không thể chịu được tải sốc.
- Sự kết hợp của răng hình thang và răng phẳng cho phép tránh sứt mẻ trên các lớp trên của vật liệu, ví dụ, khi cắt ván và nhựa.
- Sự kết hợp của răng với ba loại mài làm tăng tốc độ cắt và cung cấp tốt cạnh sạch khi cưa cả vật liệu mềm và cứng.
- Sự luân phiên của răng hình tam giác và răng với một cạnh cắt lõm cho phép bạn cắtlaminate mà không có sự cán vân trước.
- Vách ngăn răng cưa có lưng rộng có thể chịu được đánh xi măng và móng tay trên đường cắt.
Cắt đĩa kim loại đối với cưa tròn, nó có cấu hình răng hơi khác một chút.

Do hình dạng của các răng cửa và vật liệu mà chúng được tạo ra (hàn kim loại bằng gốm), năng suất của dụng cụ được tăng lên, độ rung giảm, và quá trình cắt kim loại xảy ra mà không có tia lửa.
Độ dày đĩa
Độ dày của snap phụ thuộc chiều rộng kerf. Độ dày tiêu chuẩn của lưỡi cưa là 3,2 mm. Điều quan trọng là phải đưa nó vào tài khoản trong sản xuất đồ nội thất, ví dụ, khi một tấm cắt được vẽ lên. Ngoài ra, nó phụ thuộc vào độ dày của đĩa sức mạnh. Dụng cụ mỏng nhanh chóng quá nóng trong điều kiện vận hành nặng. Các thiết bị có độ dày lớn khác nhau về độ bền, nhưng xử lý một lượng lớn vật liệu vào bào.
Loại đĩa
Đĩa cưa xảy ra nguyên khối và hợp kim cứng. Trong sản xuất đĩa cứng Một tấm kim loại rắn được sử dụng, vật liệu trong đó là thép cacbon cao hoặc thép tốc độ cao.Những đĩa này rất thích hợp cho việc cưa polyme và gỗ. Những ưu điểm của đĩa nguyên khối bao gồm:
- chi phí thấp;
- dễ mài dao (có thể được mài sắc độc lập, không sử dụng thiết bị tinh vi);
- khả năng mài nhiều, do đó tăng tuổi thọ của công cụ.
Canvases vật liệu cho cacbua đĩa phục vụ như thép công cụ. Nhưng răng dụng cụ được tăng cường bằng cách hàn từ vật liệu hợp kim cứng. Giải pháp này cung cấp cho công cụ cắt một số lợi thế:
- cắt sạch;
- không cần khoảng cách răng;
- cắt vật liệu cứng là có thể;
- sau khi mài, răng cửa có tuổi thọ dài hơn răng thép tốc độ cao;
- tốc độ cắt cao;
- độ tin cậy trong công việc;
- một phạm vi rộng cho phép bạn chọn linh hoạt thiết bị cho các loại công việc khác nhau.
Nhưng cacbua đĩa có nhược điểm. Nó có thể được ghi nhận chi phí cao và thực tế là mài chỉ được thực hiện trên các máy đặc biệt.
Xây dựng đĩa
Khi chọn phụ kiện cho cưa tròn, người ta nên tính đến chất lượng của sản phẩm, mà bạn có thể tìm hiểu bằng cách cẩn thận kiểm tra đĩa. Lưỡi cưa tốt cho gỗ được cắt laser từ thép tấm, và sau đó cẩn thận cân bằng và đánh bóng. Dấu hiệu của các hoạt động thực hiện trên đĩa có thể được nhìn thấy nếu bạn nhìn vào bề mặt của nó trong ánh sáng. Sẽ có các dấu hiệu xuyên tâm có thể nhìn thấy được để lại bởi máy mài, nó phân tán khắp vải, bắt đầu từ lỗ lắp. Các cưa ngân sách không có các dấu hiệu như vậy, cho thấy sự thiếu cân bằng.
Cũng đáng chú ý và chất lượng mài. Phần thân của đĩa không được thô ráp, nhưng có bề mặt nhẵn. Trên các snap-in kém đánh bóng sẽ dính nhựa chứa trong gỗ, và cản trở quá trình cưa.
Để bù đắp cho sự giãn nở của kim loại khi bị nung nóng, cũng như giảm tiếng ồn và làm nguội rung động của đĩa, trên mặt phẳng của nó được tạo ra khe hở.

Trên các thiết bị đắt tiền hơn với sự trợ giúp của laser mỏng khe xoắn ốcvà một lớp bảo vệ được áp dụng cho bề mặt đĩa.

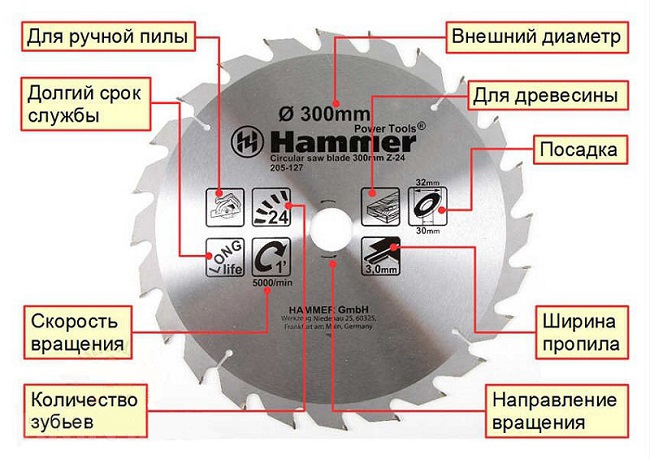
Đĩa chất lượng cho cưa tròn không được đánh dấu bằng sơn, tất cả các chữ khắc trên bề mặt của nó được áp dụng khắc laser. Từ việc ghi nhãn, bạn có thể tìm hiểu rất nhiều thông tin.Cái nào được hiển thị trong hình dưới đây.
Làm thế nào để làm sắc nét một đĩa với bàn tay của riêng bạn
Để làm sắc nét cưa hình tròn, bốn góc cơ bản được tính đến:
- α là góc sau;
- γ là góc cào;
- β là góc côn, được đưa ra bởi các góc phía sau và phía trước (β = 90 ° -γ-α);
- Ɛ1 và Ɛ2 là góc bevel của cả mặt trước và mặt sau.
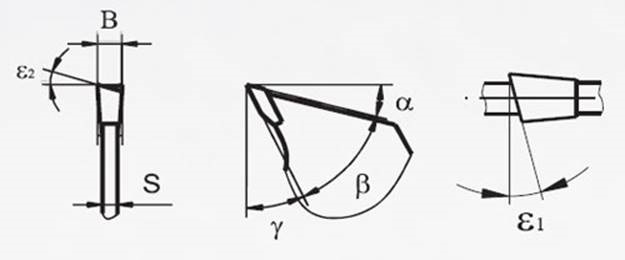
Góc mài của dao được chọn theo loại vật liệu cần xử lý và theo hướng cắt, điều này rất quan trọng khi cắt gỗ. Để cắt dọc theo sợi gỗ, dụng cụ phải có răng với góc cào đủ lớn (từ 15 ° đến 25 °). Để cắt ngang các sợi, cần có góc cào (γ) từ 5 ° đến 10 °. Trên các cưa máy phổ quát cho phép bạn cắt cả dọc theo các hạt gỗ và trên, góc cào của dao cắt có giá trị trung bình bằng 15 °.
Giá trị âm của góc phía trước được sử dụng cho các công cụ sẽ phải cắt nhựa, kim loại màu và đối mặt với các khoảng trống bằng gỗ.
Ngoài ra, góc độ mài mòn bị ảnh hưởng bởi độ cứng vật liệu. Các côn của răng (β) phải được giảm trước khi cắt vật liệu cứng.
Quy tắc mài
Thông thường, cacbua hàn mòn dọc theo cạnh trên của nó. Theo thời gian, nó được nghiền và làm tròn khoảng 0,1-0,3 mm. Mặt trước của răng cửa cũng bị mòn. Không nên cho phép mạnh mẽ các yếu tố cắt, vì để sắp xếp các cạnh, cần phải xay thêm vật liệu từ công cụ. Thực tế là các dụng cụ là thời gian để làm sắc nét có thể được xác định bởi các loại cạnh của răng cửa và chất lượng cắt: có các cạnh rách với một số lượng lớn các chip.
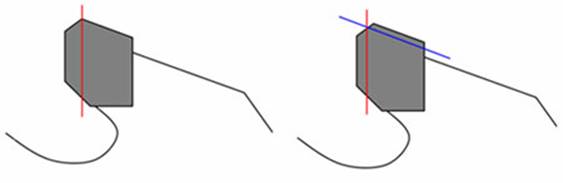
Với việc giữ đúng các biện pháp mài, có thể làm sắc nét các dao cắt khoảng 25-30 lần. Điều này sẽ đảm bảo độ sắc nét cần thiết của lưỡi cắt. Để đạt được kết quả như vậy và kéo dài đáng kể tuổi thọ của thiết bị, bạn nên mài răng dọc theo mặt sau và mặt trước. Tất nhiên, bạn có thể xay và một mặt phẳng của răng cưa, nhưng số lần thử cùng một lúc giảm 2 lần. Hình dưới đây cho thấy cách mài răng dọc theo một và cả hai mặt phẳng đều ảnh hưởng đến số lượng mài.
Khi mài răng cửa, nó được khuyến khích để làm qua cuối cùng với một mài mòn trên mặt sau của răng.Trung bình, số lượng mài kim loại của răng phải nằm trong khoảng 0,05-0,15 mm.
Trước khi bắt đầu quy trình mài, cần phải loại bỏ tất cả bụi bẩn khỏi lưỡi cưa và tìm ra giá trị của các góc mài, thường được chỉ định trên dụng cụ.
Đĩa mài ở nhà
Đĩa cưa thường được mài sắc trên một cỗ máy đặc biệt. Mua một máy tương tự cho ngôi nhà không có ý nghĩa nếu bạn không định mở một công cụ mài dao cho cưa tròn.
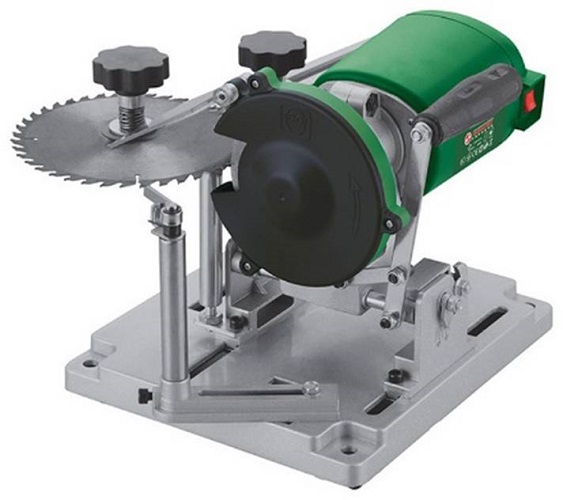
Nhưng làm thế nào để làm sắc nét một cưa tròn không có thiết bị chuyên nghiệp? Để làm sắc nét lưỡi cưa bằng tay của bạn, bạn sẽ cần sự hiện diện của:
- máy mài để bàn (có thể thích ứng với tiếng Bulgaria cho những mục đích này);
- bánh xe mài mòn (tốt hơn nếu nó là một đĩa kim cương để mài);
- vật cố định đơn giản có thể được làm từ phế liệu ván.
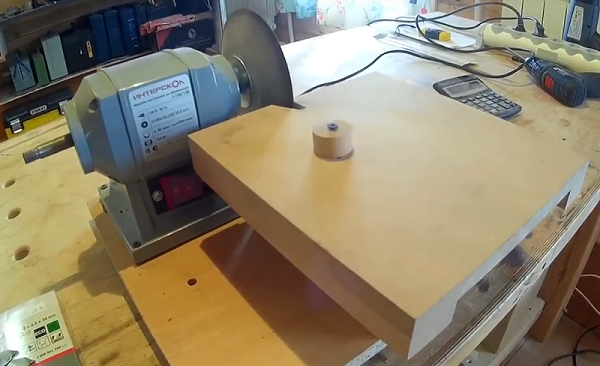
Thiết bị cuối cùng là một bảng bao gồm một vận chuyển trên và một cơ sở cố định. Hình ảnh sau đây cho thấy cơ sở không có xe ngựa.
Để vận chuyển di chuyển chính xác, trong mặt phẳng nằm ngang, dọc theo các cạnh của nó, bạn có thể vặn chặt thanh hoặc lắp đặt nó trên thanh ray kính thiên văn đồ nội thất.Hơn nữa, ở một nơi nhất định của xe ngựa (thử nghiệm) một máy giặt được lắp đặt với đường kính tương ứng với lỗ lắp của dụng cụ.

Đĩa cưa được đặt trên máy giặt này và cùng với việc di chuyển đến vòng tròn kim cương.

Để mài sắc nét, có thể giữa hai răng (trái và phải của bánh mài) được vặn vít bằng cách sử dụng vít tự khai thác, trục vít này sẽ đóng vai trò là điểm dừng và dừng.
Sau khi cắt đầu tiên được chỉnh sửa (nó được khuyến khích để đánh dấu bằng một điểm đánh dấu), chiếc xe di chuyển ra khỏi bánh xe kim cương, đĩa được di chuyển bởi một chiếc răng dọc theo các điểm dừng, và mài của cưa hình tròn tiếp tục.
Nếu bạn muốn nghiền răng ở một góc, sau đó bạn có thể đặt một dải mỏng có độ dày thích hợp dưới bàn ở một bên và làm sắc nét nó qua một chiếc răng. Hơn nữa, tấm ván được đặt ở phía bên kia của bàn, và hoạt động được lặp lại trên các răng cửa không được thả.
Các loại lưỡi cưa saber
Dụng cụ cắt của lưỡi cưa là lưỡi dao, là một tấm làm bằng hợp kim có cường độ cao đặc biệt, đã cắt răng ở một bên. Với sự giúp đỡ của các loại vải khác nhau, bạn có thể cắt giảm mà không bị sứt mẻ và burrs với độ chính xác tối đa.
Hình dạng của răng
Hình dạng và kích thước của răng lưỡi dao phụ thuộc vào độ sạch của vết cắt và tốc độ cắt. Ngoài ra để xử lý một số loại vật liệu phát triển một dạng dao cắt đặc biệt. Vì vậy, lưỡi cưa saber có thể có các hình dạng răng sau đây.
- Răng hình chữ M. Vải có máy cắt cắt, cho phép cắt vật liệu cả về phía trước và ngược lại. Các gian lận được sử dụng để cắt kim loại đen và kim loại màu, thép không gỉ, và gỗ, đặc biệt là nếu nó có chứa các hạt kim loại, cũng như các loại nhựa.

- Răng sắc nhọn, nghiền, có độ cao thay đổi. Lưỡi dao đã cắt và cắt được sử dụng để cắt trực tiếp tất cả các loại gỗ, kể cả những hạt kim loại.

- Máy phay dạng sóng. Thiết bị được sử dụng để cắt kim loại lên đến 2,5 mm và bất kỳ loài gỗ nào có tạp chất kim loại.

- Hình chữ M, nghiêng, có độ cao thay đổi. Đây là một thiết bị linh hoạt và hiệu suất cao với răng ly dị. Được thiết kế để cắt tất cả các loại gỗ với các tạp chất kim loại và để cắt kim loại lên đến 2,5 mm.

- Máy cắt nhỏ, xay xát, đã ly dị. Vải được sử dụng để cắt trực tiếp các sản phẩm kim loại có độ dày không quá 1,5 mm.

Ngoài ra, các bức tranh khác nhau về vật liệu mà chúng được tạo ra, được chứng minh bằng các dấu hiệu được áp dụng trên bất kỳ loại dụng cụ nào.
Đánh dấu canvas
Lưỡi cưa của Saber được làm từ các vật liệu sau.
- HCS. Đánh dấu này chỉ ra rằng cơ sở của công cụ này là thép carbon cao. Cưa được thiết kế để cắt gỗ và các sản phẩm dựa trên nó, cũng như nhựa và cao su.

- HSS - nó là thép công cụ tốc độ cao. Với nó, bạn có thể làm việc trên kim loại màu, cũng như cắt tấm và kim loại hồ sơ.

- Bim - Đó là một hợp kim lưỡng kim, là sự kết hợp giữa thép HSS và HCS mạnh mẽ và linh hoạt. Những lưỡi dao này có tuổi thọ dài và được sử dụng để cắt bê tông khí, cũng như các tấm cưa có đinh.

- HM / CT - đây là dụng cụ bằng cacbua. Cưa được sử dụng để cắt vật liệu xốp và mài mòn: cấu trúc được làm bằng bê tông, sợi thủy tinh và sợi thủy tinh, bê tông khí và gạch.

- CV - Đây là hợp kim chrome-vanadi. Các thiết bị làm bằng nó được đặc trưng bởi khả năng chống mòn cao và được sử dụng cho nhựa và gỗ của bất kỳ loài nào.

Tiêu chí lựa chọn
Khi chọn canvas cho một đơn vị kiểu saber, trước hết cần chú ý đến công cụ chuôi. Việc gia cố các loại vải có thể vừa phổ biến vừa phù hợp với đa số các mẫu máy và chỉ dành cho một thương hiệu cưa saber.
Cũng rất quan trọng kích cỡ răng. Răng lớn cho tốc độ cắt cao, nhưng không thể cung cấp chất lượng cắt tốt. Vì vậy, để có được một cắt gọn gàng, sử dụng một công cụ với một chiếc răng nhỏ.
Máy cắt của loại vải saber có thể nghiền hoặc nghiền. Snap, có dao cắt được đánh bóng, được sử dụng để cắt vật liệu mềm. Để đối phó với kim loại hoặc gỗ cứng, sử dụng cưa với máy cắt cắt.
Vải có răng ly dị được đặc trưng bởi năng suất cao, trong khi dụng cụ với răng cửa lượn sóng xử lý một phần chất lượng hơn.
/rating_off.png)











