Ban nhạc đã thấy lưỡi
Bandsaws cho gỗ và kim loại được sử dụng rộng rãi trong sản xuất và điều kiện sống của thợ thủ công nhà. Công cụ cắt chính của các bộ phận này là cưa băng, được mài mòn theo thời gian và đòi hỏi phải mài hoặc thay thế bằng cái mới. Bạn nên biết rằng không chỉ chất lượng của việc xử lý vật liệu, mà còn năng suất của thiết bị nói chung phụ thuộc vào sự lựa chọn đúng đắn của lưỡi dao cho máy cưa băng.
Nội dung
Chọn một lưỡi dao cho cưa kim loại
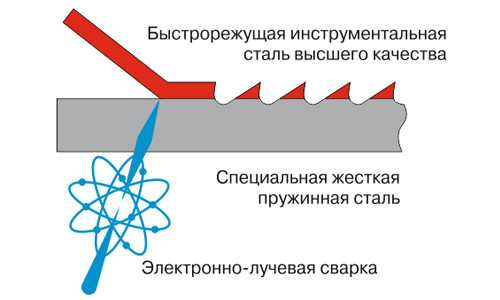
Lưỡi cắt cho loại cưa này là một băng với một số lượng răng nhất định, được hàn ở dạng vòng. Cơ sở của băng được làm bằng thép lò xo, có độ đàn hồi cao.Để các cơ sở được hàn băng làm bằng thép tốc độ cao, mà sau đó xay xát răng xảy ra.
Mỗi ban nhạc nhìn thấy kim loại và không chỉ có một nhãn. Ví dụ, đánh dấu 20 M42 x 0,9 x 2362, 8 / 12TPI, hiểu như sau:
- M42 - vật liệu mà từ đó các răng băng được tạo ra;
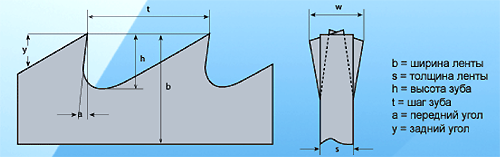
- 20 - giá trị này cho biết chiều rộng của web, mm;
- 0.9 - độ dày dụng cụ, mm;
- 2362 - chiều dài của một vòng tròn của một băng cưa, mm;
- 8 / 12TPI - sân răng trên lưỡi cưa, mỗi inch.
Máy cắt có thể được làm từ các vật liệu khácVí dụ, từ M51, PQ, TSX và những người khác. M42 có một sức đề kháng cao để mặc và có một độ cứng của máy cắt mép 67-68 HRC. Do đó cưa của một loại vật liệu có thể được sử dụng để cắt thép với độ cứng dưới 45 HRC. Cưa với máy cắt từ M51 vật liệu chịu mài mòn hơn so với những người nêu trên. cắt cạnh có độ cứng của những cưa bằng 68 HRC đã có, do đó snap-cắt thép này không gỉ và thép, đặc trưng bởi cường độ cao và khả năng chịu nhiệt. Ngoài ra, lưỡi 51 cho phép vật liệu M cắt phôi thép dày, ví dụ: các bộ phận với mặt cắt ngang lớn hơn.
Thực hiện một sự lựa chọn của ban nhạc cưa, nên đặc biệt chú ý không chỉ đối với các tài liệu mà từ đó các lưỡi, mà còn bước của họ,và cũng - hình học.
Sân răng
Đây là khoảng cách giữa các cạnh của hai răng cửa liền kề.
Một bước lớn tải động cơ của thiết bị mạnh mẽ hơn và mang lại chất lượng cắt kém. Các sân nhỏ của răng cửa dẫn đến cưa dài hơn, tăng chi phí năng lượng, nhưng cung cấp cho cắt sạch với một bề mặt nhẵn.
Đối với vật liệu cắt tấm, ống (thành mỏng) và hồ sơ, bạn nên chọn một lưỡi dao có khoảng cách nhỏ nhất giữa các phần tử cắt (bằng 1 inch). Nhưng nếu bạn muốn cắt một phôi lớn kim loại rắnNó là cần thiết để cài đặt các lưỡi với sân lớn nhất của răng cửa. Các răng nhỏ hơn (mỗi inch) sẽ có sự gian lận, các rãnh sâu hơn chúng sẽ hình thành. Do đó, việc cắt giảm ít bị tắc với chip. Ngoài ra, một sân răng lớn trên dụng cụ cải thiện hiệu suất của thiết bị.
Chiều cao răng
Chiều cao của dao là khoảng cách từ điểm thấp nhất của khoang giữa các răng đến đỉnh phần tử cắt. Do sự hiện diện của rỗng chip được loại bỏhình thành khi cắt kim loại. Chiều cao của răng phải đủ để khoang không bị tắc với chip, và quá trình cắt diễn ra mà không gặp khó khăn.Ngoài ra, chiều cao của răng không đủ gây ra quá nóng của lưỡi dao, do đó các vết nứt nhỏ có thể xuất hiện trên nó.
Góc răng trước
Góc cào hoặc góc mài có trách nhiệm về mức độ tương tác của web đối với vật liệu phôi gia công. Góc mài lớn sẽ không cho phép đạt độ chính xác cao khi cắt kim loại. Đồng thời, một góc nhỏ cho phép bạn đảm bảo cắt chất lượng tốt, nhưng nó làm giảm hiệu suất của công cụ.
Chọn một lưỡi cưa cho cưa băng trên gỗ
Trước hết, để chọn lưỡi kiếm phù hợp cho ban nhạc, bạn nên nhìn vào hướng dẫn cho máy của bạn. Nó sẽ hiển thị tất cả các thông số của cưa băng có thể được thiết lập trên mô hình thiết bị này (chiều rộng tối đa và tối thiểu của băng, cũng như chiều dài của nó). Chiều dài của canvas phải chính xác như được chỉ định trong hộ chiếu cho đơn vị.
Snap chiều rộng
Chiều rộng dây đai được chọn dựa trên các thao tác sẽ được thực hiện trên máy. Ngoài ra chiều rộng của băng giới hạn không chỉ chiều rộng của ròng rọc, mà còn đường kính của nó. Với một đường kính ròng rọc nhỏ, băng rộng gắn trên nó sẽ phá vỡ và cuối cùng nổ tung. Vì vậy, đối với mỗi đơn vị có một giới hạn về chiều rộng của snap.
Để cắt thẳng thường sử dụng cưa có chiều rộng từ 20 đến 30 mm. Tất nhiên, trên một máy tròn, bạn có thể cắt theo chiều dọc nhanh hơn và chính xác hơn. Nhưng có một giới hạn chiều cao trên nó, mà bằng không quá 80 mm. Trên máy cưa băng, có thể gia công phôi gia công lên đến 200 mm và cao hơn nữa.
Nhưng nhiệm vụ chính của cốt liệu băng là cắt hình. Dụng cụ nhỏ nhất có thể gắn trên băng cưa là băng rộng 3 mm. Nó cắt một vòng tròn với cùng bán kính.
Chiều rộng của băng càng lớn thì bán kính tối thiểu càng lớn thì càng có thể cắt được. Ví dụ, một băng có chiều rộng bán kính cắt 12 mm dưới 60 mm sẽ không hoạt động. Và đối với chiều rộng băng là 25 mm, bán kính tối thiểu sẽ là khoảng 100 mm.
Trung bình, chiều rộng của lưỡi dao phải nhỏ hơn ba lần so với bán kính cắt yêu cầu trên phôi. Do đó, thiết bị được lựa chọn phù hợp với các nhiệm vụ.
Sân răng
Được chỉ ra bởi một số cho biết số lượng răng cửa trên mỗi inch. Giá trị số của bước được đặt trước khi viết tắt TPI. Khi chọn một bước cần được xem xét:
- độ dày của phôi là bao nhiêu;
- độ cứng của vật liệu phôi;
- những gì bạn muốn để có được các cạnh sạch của phần sau khi cắt.
Để cắt nhựa và cắt gỗ hiệu quả, băng phải có ít nhất ba dao cắt trên mỗi inch. Càng nhiều răng cửa sẽ có một inch, thì độ cắt càng tốt. Nhưng điều này sẽ làm giảm tỷ lệ thức ăn và giảm giá trị giới hạn độ dày của phôi.
Bởi độ cao của răng, lưỡi dao được chia thành hai loại: "bỏ qua" và "thường xuyên". Loại vải “bỏ qua” có một khoảng từ 3 đến 6 TPI. Giữa răng có không gian để loại bỏ mùn cưa hiệu quả, vì việc loại bỏ chúng kém sẽ làm giảm chất lượng của vết cắt. Loại canvases “thường xuyên” có răng, có hình tam giác. Chúng được đặt trên các thiết bị có gia số 10 TPI trở lên. Loại răng này không có đủ không gian để loại bỏ nhanh chóng các loại chip. Do số lượng các yếu tố cắt lớn hơn, việc cắt một trang web như vậy là khá sạch sẽ. Dụng cụ này có thể được sử dụng để cưa các ô trống có độ dày nhỏ và từ vật liệu cứng.
Những loại tranh này có những đặc điểm sau đây.
- 3 TPI “bỏ qua”. Vải được sử dụng cho thô cưa gỗ có dày hơn. Snap sản xuất cưa dọc theo các sợi. Để cải thiện chất lượng cắt ít nhất một chút, bạn có thể kéo băng đến mức tối đa trên máy và giảm tốc độ nạp.

- 4 TPI “bỏ qua”. Nó là một dụng cụ phổ quát để cưa dọc theo các sợi. Đây là loại lưỡi dao có thể được xẻ thành hầu hết các loài gỗ, bao gồm khoảng trống với nhiều nút thắt. Nếu nó là tốt để kéo cưa và giảm nguồn cấp dữ liệu, sau đó chất lượng của cắt sẽ được gần kết thúc.

- 6 TPI “bỏ qua”. Đây là một snap mục đích chung. Cô nhìn thấy những khoảng trống dày tới 50 mm (dọc theo sợi) và gỗ trên các sợi dày tới 150 mm. Những con số này được chỉ định cho vật liệu cưa với một thức ăn bình thường chúng cho cưa. Nếu nguồn cấp dữ liệu bị giảm, có thể xử lý các bộ phận có độ dày lớn hơn. Cưa này cho chất lượng cắt hoàn thiện và phù hợp với hầu hết các loại gỗ.

- 10 TPI “thường xuyên”. Các lưỡi dao được sử dụng để cưa vật liệu tấm (ván, ván ép, MDF, vv), để cắt kim loại màu và nhựa. Nhưng khi chế biến các khoảng trống kim loại, cần giảm tốc độ di chuyển của dụng cụ. Không phải tất cả các máy đều có cơ hội như vậy.

- 14 TPI “thường xuyên”. Bạn có thể cắt ván ép, MDF, ván và nhựa. Đối với gỗ tự nhiên, độ dày của nó không được quá 25 mm. Việc cắt giảm rõ ràng nhất của trang web này thu được bằng tỷ lệ thức ăn tối thiểu. Ngoài ra, công cụ này có thể cắt kim loại mềm ở tốc độ băng thấp.

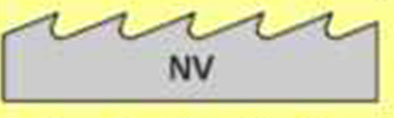
Hình dạng cắt
Vành đai lưỡi có thể có các cấu hình răng sau đây.
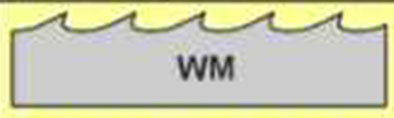
- WM. Các giàn khoan, trong đó có hồ sơ cắt này, được thiết kế để cưa gỗ mềm và cứng và là phổ quát. Cấu hình được sử dụng trên cưa có chiều rộng không quá 50 mm.
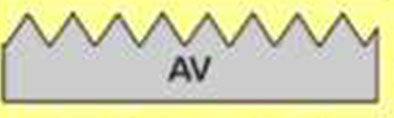
- AV. Hồ sơ răng được phép xử lý với gỗ cứngbao gồm cả bị đóng băng. Ngoài ra, cưa như vậy có thể sản xuất cắt ngang của vật liệu.
- NV. Nó được áp dụng trên băng lên đến 30 mét rộng, có thể được sử dụng cho hình cắt bất kỳ loài gỗ nào.
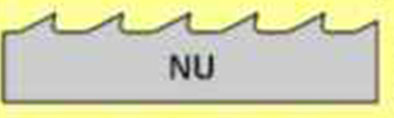
- Nu. Hồ sơ có một rỗng lớn. Được sử dụng để cưa rừng mềm.
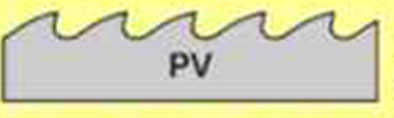
- PV. Cấu hình này được sử dụng trên chiều rộng dao trên 50 mm. Nhờ có cấu hình PV, cưa có độ ổn định tốt khi cưa gỗ mềm.
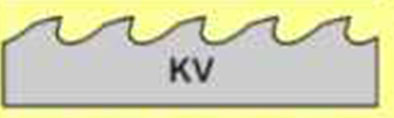
- KV. Sử dụng trên băng rộng (lên đến 80 mm) để cưa gỗ mềm.
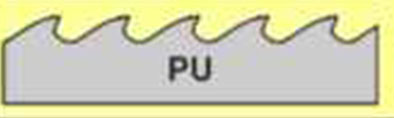
- PU. Được sử dụng để cưa gỗ rắn trên băng rộng hơn 80 mm.
Răng
Các răng trên cưa đã được ly dị để giảm ma sát của lưỡi dao trên phôi và để tránh bị kẹt. Chiều rộng cắt phải vượt quá độ dày của thiết bị khoảng 30-60%.
Cách bố trí của răng cửa có thể có ba loại.
- Bố cục cổ điển. Răng cưa cong theo các hướng khác nhau luân phiên và cùng khoảng cách.
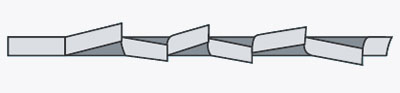
- Bố cục tước.
Mỗi hai răng, cái thứ ba tiếp theo không cong xuống và có hình dạng của một hình thang. Dao cắt nằm ở giữa dao và đặt hướng cho toàn bộ dải đã thấy. Bố trí này được sử dụng cho cưa làm việc trên vật liệu cứng.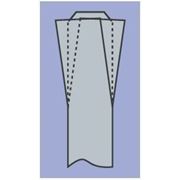
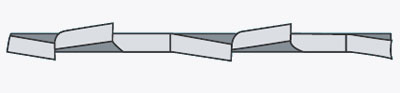
- Bố cục sóng được coi là khó khăn nhất. Các răng cửa được uốn cong theo hình dạng của sóng theo các hướng khác nhau.
Điều quan trọng là phải biết rằng, trong khi làm cho việc bố trí của răng, không phải tất cả các công cụ được uốn cong, nhưng một phần của nó: từ 1/3 đến 2/3 khoảng cách từ phía trên cùng của răng. Mỗi nhà sản xuất công cụ đề nghị độ lệch răng của chính nó sang một bên. Nhưng trung bình nó nằm trong khoảng 0,3-0,7 mm.
Các vật liệu mềm hơn, các cưa mạnh mẽ hơn nên được lai tạo và ngược lại. Nhưng nó không thể cho phép một hệ thống dây điện của răng cửa như vậy mà ở trung tâm của cắt không nên cắt phần. Nên cẩn thận khi răng lệch sang một bên. khoảng cách tương tự. Nếu dây là không đồng đều, sau đó ban nhạc đã thấy sẽ di chuyển sang một bên nơi răng có độ nghiêng mạnh hơn.
Máy cưa băng
Tất nhiên, tốt hơn là để làm sắc nét một ban nhạc đã thấy trên một máy đặc biệt, trong các hội thảo chuyên ngành. Vâng, và cưa cưa chuyên nghiệp giá rẻ. Nhưng nếu vì bất kỳ lý do gì bạn không có khả năng mang theo một cưa mài, thì công cụ có thể được chỉnh sửa độc lập.
Máy cưa băng mài được sản xuất bởi tệp hoặc tệp nhỏ trên các cạnh phía trước và phía sau của răng cửa với một số chuyển động (3-4) cho mỗi răng.

Ngoài ra ban nhạc đã thấy có thể làm sắc nét sử dụng khắcsử dụng một công cụ được thiết kế để mài cưa xích.


Các thiết bị được đưa vào khắc, và răng cửa được mài sắc với các chuyển động nhẹ nhàng trên phần trên của răng cửa.

Nó không phải là cần thiết để có một kim loại mạnh, chỉ cần làm sáng nó.
Bạn cũng có thể cố gắng làm sắc nét và cưa kim loại. Nhưng thông thường chúng không được mài sắc, vì phần cắt của các dải cưa này là lưỡng kim hoặc có một vùng dập tắt. Các răng trên các băng như vậy hoạt động cho đến khi chúng sụp đổ và có thể có các vết nứt nhỏ.Nếu họ bị mắc cạn, họ sẽ bắt đầu sụp đổ nhanh hơn hoặc họ sẽ bắt đầu cắt thậm chí tệ hơn.
/rating_off.png)











