Làm thế nào để làm việc một máy nghiền thủ công
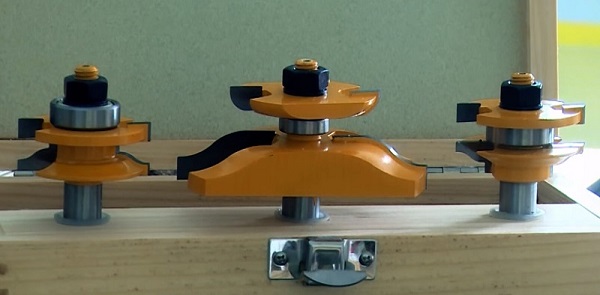
Dao phay là một công cụ độc đáo với chức năng tuyệt vời, đó là một công cụ không thể thiếu trong nghề mộc. Một nhà máy tay có thể tạo ra nhiều loại kết nối giữa các bộ phận bằng gỗ, chế tạo các cạnh, cạnh và các lớp khoảng trống, sử dụng nó để chọn rãnh và rãnh, cũng như khắc gỗ và khắc kim loại.
Nội dung
Quy tắc chung về công việc
Mặc dù dễ dàng xử lý, router là một công cụ chấn thương nếu bạn sử dụng nó mà không tuân theo các quy tắc đơn giản.Vì vậy, các quy tắc cơ bản để làm việc với đơn vị này như sau.
- Tay áo của quần áo phải vừa khít với bàn tay của họ. Nếu bạn có mái tóc dài, bạn cần phải chọn chúng để ngăn chúng rơi trên máy cắt và cuộn dây tiếp theo.
- Trước khi bạn bắt đầu, hãy chắc chắn kiểm tra cáp mạng thiệt hại cho vật liệu cách nhiệt. Thiệt hại dây xảy ra tại một thời điểm khi cáp vô tình chạm vào một nhà máy vẫn chưa dừng lại. Phải tìm cách mài mòn cách điện.
- Chuẩn bị nơi làm việc sao cho nó không chứa vật lạ (lưỡi liềm, tua vít, ốc vít, vv) có thể rơi xuống dưới công cụ làm việc và làm hỏng nó.
- Chỉ sử dụng cũng mài công cụ (máy cắt). Bạn có thể kiểm tra độ sắc nét của lưỡi dao bằng ngón tay của bạn: cho điều này bạn cần phải giữ chúng trên lưỡi dao ở một góc 90 độ. Nếu cạnh sắc nét, thì bạn sẽ cảm thấy một làn da mềm mại bởi các cạnh sắc nhọn. Nếu không, ngón tay sẽ trượt ra khỏi lưỡi dao một cách dễ dàng.
- Trước khi sử dụng máy cắt với ổ đỡ chịu lực, hãy chắc chắn bôi trơn nó bằng một giọt dầu. Vòng bi phải xoay dễ dàng và không bị trễ.
- Khi lắp đặt dụng cụ trong bộ phận kẹp, đảm bảo rằng đầu cắt dao cắt vào nó không nhỏ hơn 20 mm.
- Mỗi lần, khi lắp đặt máy cắt, loại bỏ cặn cacbon và cặn gỗ khỏi lưỡi dao bằng một tấm kim loại mềm.
- Sử dụng kính an toàn đặc biệt. Vâng, nếu chúng chống bụi.
- Hãy chắc chắn để bảo vệ hệ thống hô hấp của bạn từ bụi mịn được hình thành trong sự phong phú trong quá trình xay xát, đặc biệt là nếu các bộ phận được làm bằng ván ép nhiều lớp và MDF. Để phòng thủ, bạn có thể sử dụng khẩu trang hoặc mặt nạ y tế thông thường mua tại hiệu thuốc.
- Luôn đảm bảo phôi gia công với bàn kẹp. Giữ phôi bằng một tay trong khi chế biến bị cấm.
- Chọn đúng tốc độ quay đơn vị trục chính, tùy thuộc vào đường kính của thiết bị được lắp đặt. Bạn cũng nên chú ý đến độ cứng của gỗ. Độ cứng của vật liệu càng cao thì tốc độ quay càng chậm.
- Máy cắt trong một đầu phải được đắm mình trong phôi gia công đến độ sâu không quá 3 mm.
- Trước khi bắt đầu chế biến phôi gia công, bạn nên bật bộ định tuyến và đợi thời điểm máy nghiền sẽ thu thập động lượng cần thiết và sau đó tiến hành đưa máy nghiền vào trong gỗ.Nếu bạn bắt đầu phay ở vòng quay thấp hoặc ở vòng quay đầu tiên của dao, thì phần cắt của dao sẽ đập phôi, tạo thành các con chip trên đó. Ngoài thiệt hại cho các bộ phận, bộ định tuyến có thể bị trả lại và làm tổn thương người vận hành.
- Giữ máy theo cách sao cho bạn có thể thấy dụng cụ quay và điều khiển độ ngâm của nó trong vật liệu.
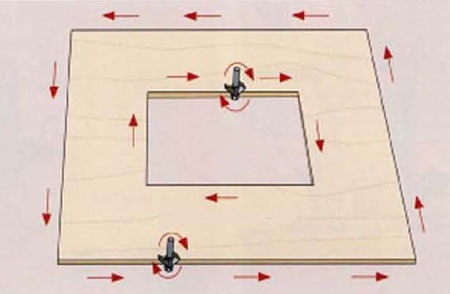
- Khi máy nghiền quay theo hướng mũi tên, chuyển động của máy nghiền phải được hướng theo cách mà lưỡi dao di chuyển hướng tới vật liệunhư thể hiện trong hình dưới đây.
- Dao phay phải được giữ chặt trong tay, nhưng không có áp lực quá mức trên phôi. Nhấn nó đồng đều và lái xe trơn tru, không giật, xuyên suốt toàn bộ quỹ đạo chuyển động.
- Nếu công việc được thực hiện ở vòng quay thấp, và thậm chí trong một thời gian dài, anh ta cần mát mẻ thỉnh thoảng. Các đơn vị nên được bắt đầu ở tốc độ tối đa (nhàn rỗi) trong 20-30 giây để động cơ được thông gió tốt bởi luồng không khí được tạo ra bởi cánh quạt gắn trên trục của nó.
- Để dừng phay, ví dụ, các cạnh của phôi gia công, trước tiên bạn phải tháo máy nghiền ra khỏi gỗ, sau đó tắt thiết bị.Nhưng khi phay rãnh sâu, trước tiên bạn phải dừng nguồn cấp dao, tắt nó đi, chờ công cụ dừng hoàn toàn và chỉ sau đó tháo dao cắt ra khỏi hốc.
Chuẩn bị công cụ cho công việc
Điều quan trọng nhất cần làm trước khi bắt đầu phay là thiết lập thiết bị cho một loại công việc cụ thể, có tính đến các đặc tính của vật liệu đang được xử lý và loại dụng cụ.
Lựa chọn tốc độ
Dao phay là đơn vị có khả năng phát triển các vòng quay trục chính rất cao, từ 8000 đến 24000 vòng / phút và hơn thế nữa. Tốc độ quay của dụng cụ càng cao, bề mặt cần được xử lý càng sạch. Nhưng bạn nên biết rằng vượt quá tốc độ cho phép đối với một số máy cắt có thể gây cháy phôi tại các điểm gia công. Do đó, ngoài tốc độ quay của chân dao, cần phải tính đến -tốc độ tuyến tính của lưỡi. Như một quy luật, đường kính của dụng cụ càng lớn thì cạnh cắt của dụng cụ càng nhanh. Nếu bạn dự định sử dụng một đường kính lớn, thì tốc độ trục xoay sẽ cần phải giảm nhẹ.
Dưới đây là một bảng, sử dụng mà bạn có thể chọn tốc độ quay tối ưu của công cụ, tùy thuộc vào đường kính của nó.
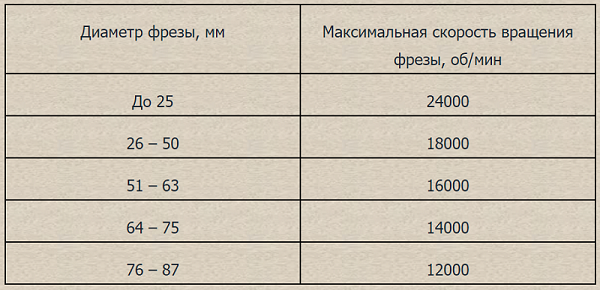
Ngoài ra, khi lựa chọn tốc độ quay của dao nên được tính đến và độ cứng của vật liệu được xử lý. Phay gỗ cứng được yêu cầu ở tốc độ thấp hơn so với khuyến cáo cho một đường kính cụ thể.
Bạn cũng nên giảm tốc độ của công cụ nếu bạn cần cắt PVC, chế biến Plexiglas và nhựa. Ở tốc độ cao, nhựa sẽ bắt đầu tan chảy và tuân theo công cụ lưỡi dao. Trong mỗi trường hợp, tốc độ quay được chọn thử nghiệm.
Cài đặt máy cắt
Trước khi thay thế công cụ này là cần thiết ngắt kết nối bộ định tuyến khỏi nguồn điện. Tắt nút khởi động sẽ không đủ. Điều rất quan trọng là rút dây nguồn để tránh khởi động động cơ ngẫu nhiên.
Những thay đổi gian lận như sau.
- Đặt máy trên mặt của nó sao cho nút giữ trục xoay nằm ở trên cùng.
- Nhấn nút và xoay trục xoay cho đến khi nó tiếp xúc với người lưu giữ. Sau đó, đặt khóa trên đai ốc và tháo nó ra. Trên một số kiểu máy cắt phay, nút này có thể không. Trong trường hợp này, bạn cần 2 wrenches.Khóa đầu tiên được đặt trên đai ốc nằm trên trục chính và đóng vai trò như một người lưu giữ (nếu bạn đặt nó vào thanh dẫn hướng), và phím thứ hai được sử dụng để nới lỏng đai ốc collet.

- Sau khi nới lỏng kẹp kẹp, hãy tháo chân bit ra khỏi nó.
- Tiếp theo, chèn một snap-in mới, đập chân của nó vào collet đến độ sâu ít nhất 20 mm, có nghĩa là, cho đến khi nó dừng lại.
- Thắt chặt đai collet. Vặn chặt dụng cụ với đủ lực, nhưng không đủ để làm đứt sợi chỉ.
- Mở khóa trục chính.
Cần nhớ rằng: đai ốc kẹp không thể được siết chặt nếu không có dụng cụ trong đó. Nó sẽ phá vỡ nó.
Đặt độ sâu xử lý
Hầu như tất cả các đơn vị cho phay cài đặt điều chỉnh độ sâu. Đặt độ sâu của công cụ ngâm như sau:
- Đặt thiết bị trên bề mặt phẳng, ví dụ, trên bàn.
- Đặt bước dừng chân tháp pháo (1), có chiều cao nhỏ nhất, dưới giới hạn ngâm (2).


- Tháo khóa khỏi điểm dừng sâu bằng cách tháo ốc vít ra một chút (3) sao cho điểm dừng (2) có thể di chuyển tự do.
- Mở khóa cơ chế ngâm máy. Trong một số kiểu máy cắt phay, động cơ được cố định trên các thanh dọc sử dụng một tay quay. Ngoài ra còn có một số lượng đáng kể các mô hình của các đơn vị này, nơi ổ đĩa bị khóa với một cần trục đặc biệt.
- Hạ động cơ xuống cho đến khi dao phay chạm vào phôi gia công. Điều này nên được thực hiện từ từ để tránh lưỡi chạm vào phần.
- Tiếp theo, bạn nên sửa chữa động cơ trên thanh ray.
- Hạ thấp điểm dừng sâu (2) xuống bước thấp nhất của dừng tháp pháo (1).
- Đặt thanh trượt (4) trên thang “0” (6).
- Nâng giới hạn (2) lên độ cao như vậy đối diện với thanh trượt (4) trên thang đo (6) là giá trị lặn mà bạn muốn thực hiện. Đối với điều chỉnh thô, giới hạn (2) được nâng lên hoặc hạ xuống bằng tay. Một điều chỉnh chính xác hơn về độ sâu ngâm của công cụ được thực hiện bằng cách sử dụng cơ chế tinh chỉnh (5).
- Vị trí của nút (2) phải được bảo đảm bằng vít khóa (3). Bây giờ bạn có thể mở khóa cơ chế ngâm và nâng giàn khoan lên với động cơ hướng lên trên.
Kết quả lànếu bạn hạ thấp biến tần cho đến khi dừng (2) chạm vào bước thấp nhất của dừng tháp pháo, bạn sẽ nhận được phần mở rộng tối đa của dao cắt tương ứng với đế của thiết bị. Lượng công cụ ngâm này trong phôi gia công sẽ là cuối cùng, nghĩa là, có độ sâu yêu cầu.
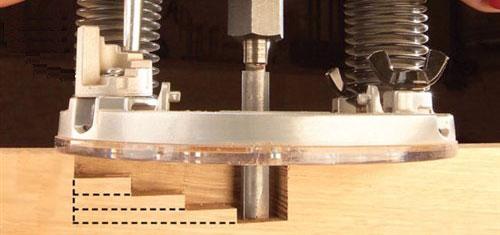
Nếu bạn muốn tạo rãnh sâu không thể chọn được trong một lần truyền, thì bạn có thể sử dụng hỗ trợ tháp pháo để nhúng dần công cụ vào phôi.. Để làm điều này, hãy di chuyển bậc cao nhất của chân tháp dừng (1) theo giới hạn độ sâu (2) và thực hiện phay. Tiếp theo, thay thế điểm dừng kế tiếp, thấp hơn dưới giới hạn, và một lần nữa thực hiện một lần với công cụ. Khi dừng đến điểm dừng thấp nhất, độ sâu rãnh yêu cầu sẽ được lấy. Hình dưới đây cho thấy cách công cụ được làm sâu dần dần vào phôi gia công, nếu bạn sử dụng điểm dừng của loại quay vòng.
Xử lý cạnh
Để xử lý các cạnh và đầu của phôi bằng cách sử dụng đặc biệt cạnh mills. Chúng có thể thẳng và xoăn. Máy cắt thẳng được sử dụng để cắt tỉa (san lấp mặt bằng) các cạnh của các bộ phận trên một mẫu (đường cong) hoặc trên một thước kẻ.Ví dụ, nếu bạn cắt ván với một ghép hình điện, sau đó bạn không thể làm mà không có một bộ định tuyến trong trường hợp này. Cạnh sau khi đi qua các tập tin móng tay hóa ra không đồng đều và với chip nhỏ. Để cung cấp cho hình học hoàn hảo của mình, hãy làm như sau.
- Vặn chặt dao phay thẳng cạnh trong bit bộ định tuyến. Nhà máy này có thể có một ổ đỡ từ bên dưới hoặc ở phần trên của nó (gần chân).


- Nếu máy nghiền có ổ đỡ lực đẩy thấp hơn, mẫu được đặt dưới phôi và cả hai bộ phận được ép vào bàn làm việc bằng kẹp. Ngược lại, mẫu được cố định trên phôi gia công với ổ đỡ trên trên chụp.
- Trong trường hợp với mang thấp hơn Đặt bit trên cạnh của phôi gia công và hạ thấp dao cắt sao cho ổ đỡ lực đẩy nằm ở giữa mặt khuôn mẫu và phần dưới của lưỡi dao kéo dài khoảng 2-3 mm lên mẫu. Đối với máy cắt với mang trên tất cả mọi thứ được thực hiện theo cách khác xung quanh: duy nhất của bộ định tuyến được cài đặt trên mẫu theo đó trống được đặt. Dao phay được hạ xuống cho đến khi ổ đỡ đạt tới tâm của mẫu, và phần trên của lưỡi dao sẽ không chụp được 2-3 mm.
- Hơn nữa, phôi gia công kẹp hơi được căn chỉnh với mẫu (bạn có thể sử dụng bệ cao su) bằng cách đánh dấu trước đó.
- Sau khi san lấp mặt bằng, nhấn các bộ phận có kẹp vào bàn làm việc.Nếu bạn giữ chúng lỏng lẻo, chúng có thể thay đổi do rung động mạnh khi dao đang hoạt động.
- Đặt bit trên phôi (mẫu), không chạm vào chi tiết trên máy nghiền, bật thiết bị và đợi cho đến khi đạt tốc độ tối đa;
- Di chuyển dao cắt trơn tru đến đầu phôi gia công, sao cho dao sẽ cắt vào nó và đặt ổ đỡ trên mẫu, sau đó cắt dọc theo toàn bộ cạnh.
Để xử lý các đầu của các khoảng trống, bạn có thể sử dụng các máy phay chìm (dọc) thông thường. Nếu cần loại bỏ các nhô ra PVC, độ dày của nó có thể đạt tới 4 mm, nó sẽ thuận tiện hơn khi làm việc với máy phay cạnh, vì nó có kích thước nhỏ gọn và trọng lượng nhẹ.

Hình mặt Mills chủ yếu được sử dụng để chế biến các sản phẩm gỗ và MDF. Trong trường hợp này, đầu tiên, phôi được đưa ra một hình dạng nhất định bằng cách sử dụng dao phay thẳng. Và sau đó, một công cụ với cấu hình hình được yêu cầu được đưa vào collet và các cạnh được gia công theo cách thông thường. Chỉ như là một mẫu hoặc hướng dẫn cho ổ đỡ phục vụ các cạnh liên kết của phần.

Khi phay các bộ phận bằng gỗ, nên xem xét hướng của sợi gỗ.. Nếu điều này không được thực hiện, việc sứt mẻ sẽ xảy ra ở các góc của phôi gia công hoặc tại những nơi mà các sợi dọc trở thành mặt cuối khi chế biến, ví dụ, các bộ phận cong. Để tránh bị sứt mẻ, bạn nên vạch ra những chỗ “có vấn đề” trên phôi (Hình A). Nếu bạn đi qua các phần này của máy nghiền theo cách thông thường (đối với mũi tên), thì thường xuyên nhất nó sẽ gây ra sự hình thành các con chip. Do đó, đến các vùng “vấn đề”, công cụ được nạp vào mũi tên, và tại các điểm chuyển tiếp của sợi, hướng được đảo ngược (Hình C).

Quy tắc tương tự áp dụng cho góc xử lý của khoảng trống gỗ. Đầu tiên, dao cắt phải đi dọc theo các sợi dọc theo mũi tên (qua góc), sau đó mặt tiếp tục theo cách thông thường.
Nếu phay mặt tiền MDF (trước khi dán nhựa) hoặc các sản phẩm khác được làm từ vật liệu này được thực hiện, thì bạn không nên lo lắng về việc bị sứt mẻ, vì vật liệu có cấu trúc đồng nhất.
Cắt lỗ
Để cắt lỗ trong khoảng trống bằng gỗ bạn có thể sử dụng cắt rãnh thẳng. Nếu lỗ có hình dạng phức tạp, sau đó nó được cắt bởi một bộ định tuyến theo một mẫu chuẩn bị trước bằng cách sử dụng một bản saonhẫn. Sau đó được gắn vào bit của máy nghiền và khi thiết bị đang hoạt động, nó sẽ đặt chuyển động của dao theo hướng mong muốn.
Vì vậy, để cắt một lỗ trên một ô trống bằng gỗ, bạn cần thực hiện các thao tác sau:
- vặn chặt dao cắt rãnh thẳng trong bộ kẹp thiết bị;
- đính kèm một bản sao tay áo vào bit router;
- đặt trên bàn làm việc phôi mà bạn muốn tạo một cái lỗ;
- đặt miếng nhỏ của ván dưới phôi để hơi nâng nó trên bàn (điều này là cần thiết cho công cụ để thoát ra khi cắt qua một phần);
- đặt mẫu với lỗ đã được chuẩn bị trên phôi và bấm cả hai phần vào bàn bằng kẹp;
- thiết lập mức cắt tối thiểu của máy cắt (khoảng 3 mm) so với đế của thiết bị;
- bật bộ định tuyến và nhẹ nhàng hạ nó xuống mẫu để bộ định tuyến được chèn nhẹ vào vật liệu;
- tiến hành phay xung quanh chu vi của khuôn mẫu;
- cắt dao phay xuống 3 mm khác và lặp lại thao tác trên;
- tiếp tục thêm chiều sâu 3 mm cho đến khi máy nghiền đi qua phôi.

Theo cùng cách bạn có thể cắt một lỗ tròn theo mẫu thích hợp.Nhưng để cắt một vòng tròn trong phôi, có một cách dễ dàng hơn nhiều. Phần lớn các mẫu máy cắt phay đã bao gồm người lưu hành. Nó bao gồm một thanh với một vít điều chỉnh (nhọn) ở một bên.

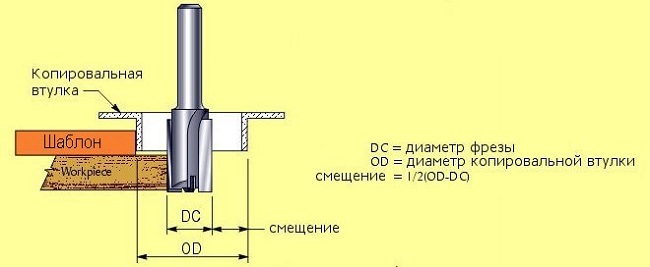
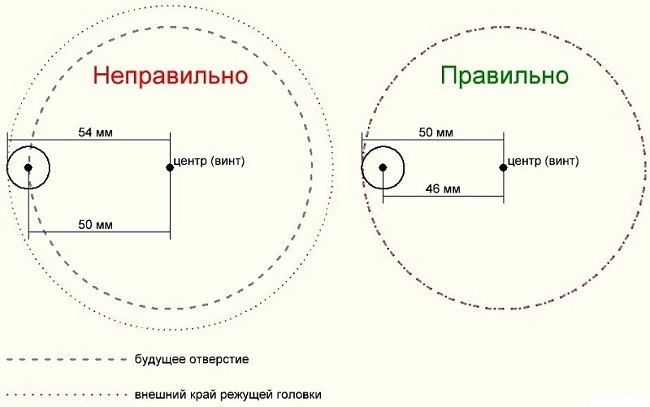
Thanh được cố định vào đế của thiết bị và vít nhọn được lắp vào lỗ làm trung tâm của vòng tròn trong tương lai. Tiếp theo, bạn cần phải thiết lập bán kính mong muốn, có tính đến đường kính của máy cắt. Hình dưới đây cho thấy cách tính chính xác bán kính lỗ.
Phay được thực hiện theo cách thông thường trong nhiều giai đoạn, mỗi lần làm sâu sắc thêm dao bằng 3 mm.
Ngoài ra, máy nghiền có thể là các lỗ khoan, ví dụ, để cài đặt bản lề đồ nội thất. Điều này được thực hiện như sau.
- Kẹp trong máy collet Khoan Forstner đường kính yêu cầu.
- Đặt tốc độ trục xoay tối thiểu.
- Đặt bộ định tuyến trên bề mặt phẳng.
- Hạ thấp dao cắt sao cho khoảng trống ở tâm của nó không chạm tới mặt bàn 2-3 mm và cố định ổ đĩa trên thanh dẫn hướng.
- Tiếp theo, giảm độ sâu dừng xuống bất kỳ bước nào của tháp pháo dừng và giữ chặt nó bằng vít khóa.Nhờ có giới hạn độ sâu, dao phay không thể giảm xuống dưới mức yêu cầu.
- Tháo khóa ổ đĩa để nó có thể di chuyển tự do lên xuống theo hướng dẫn.
- Trên phôi phải là trung tâm của lỗ tương lai.
- Đặt bit bộ định tuyến trên phôi gia công và hạ thấp máy nghiền theo cách sao cho vị trí nằm ở trung tâm chính xác chạm vào vị trí dự định trên phần.
- Nâng dao cắt lên phía trên phôi gia công, bật thiết bị và sau khi một bộ quay đầy đủ, thông suốt bắt đầu nhúng công cụ vào vật liệu cho đến khi máy đo độ sâu đạt đến điểm dừng. Tại hoạt động khoan này có thể được coi là hoàn thành.
Trước khi khoan trên phôi, thao tác tương tự nên được thực hiện trên một số mảnh gỗ không cần thiết hoặc ván ép nhiều lớp có cùng độ dày.
Điều quan trọng là lỗ mù này có độ sâu cần thiết đủ để lắp đặt chén bản lề đồ nội thất trong đó, trong khi không có bất kỳ sự lồi lõm nào và qua các lỗ ở mặt sau của bộ phận.
Nếu bạn cần làm qua lỗthì giới hạn chiều sâu là không cần thiết.Đối với đầu ra cắt “sạch” ở mặt sau của phôi, cần tiến hành khoan theo 2 giai đoạn. Ở giai đoạn đầu tiên, mũi khoan được đắm mình trong phôi cho đến khi một lỗ nhỏ từ hình xoắn được tạo thành ở mặt sau của nó. Hơn nữa, các phôi được bật lên, các cành khoan được cài đặt trong lỗ hình thành, và khoan thêm được thực hiện. Vì vậy, các cạnh của lỗ trên cả hai mặt của phôi sẽ được mịn màng và không bị sứt mẻ.
Chèn khóa và bản lề
Để chèn bản lề và ổ khóa trong một cánh cửa bằng gỗ, một số thiết bị đặc biệt đã được phát triển, trên đó một dao phay chìm được lắp đặt.

Những thiết bị này khá đắt tiền, vì vậy các bậc thầy đang cố gắng để làm cho chúng với bàn tay của mình. Ví dụ, chèn vòng lặp với một bộ định tuyến mà không có một mẫu là một công việc khá rắc rối. Nhưng quá trình này được đơn giản hóa đáng kể nếu bạn tạo một mẫu đơn giản đặc biệt. Làm thế nào để làm điều này, bạn có thể học hỏi từ điều này video.
Khóa đầu vào trong cửa bên trong xảy ra trong 2 giai đoạn: đầu tiên, một rãnh rộng dưới tấm phía trước của khóa được hình thành, và sau đó một rãnh sâu dưới cơ thể khóa được chọn. Để tạo thành chỗ ngồi của cơ thể khóa, bạn phải thực hiện các bước sau.
- Lấy dao cắt rãnh thẳng có đường kính lớn hơn 0,5 mm so với dây khóa.
- Đặt độ sâu ngâm trên máy nghiền đến khoảng 3 mm (tùy theo độ dày tấm).
- Gắn một điểm dừng song song vào đáy máy.
- Gắn tấm khóa vào cuối lá cửa và khoanh tròn bằng bút chì. Tìm cạnh trung tâm của cửa và vẽ một đường thẳng qua nó (dọc theo web).
- Cài đặt bộ định tuyến với sự nhấn mạnh vào cuối cửa và căn giữa bộ định tuyến theo dấu, sau đó sửa hỗ trợ ở vị trí này.
- Bật thiết bị, nhúng dao cắt vào cánh cửa ở độ sâu đã đặt và cắt khu vực này trên toàn bộ chiều dài. Kết quả sẽ là một rãnh rộng và nông dưới tấm phía trước của khóa.
- Gắn khóa vào rãnh kết quả, đánh dấu nơi bắt đầu và kết thúc của rãnh sâu.
- Tiếp theo, bạn nên chọn một nhà máy (rãnh thẳng) với đường kính như vậy mà nó lớn hơn một chút so với độ dày của cơ thể của khóa lỗ mộng. Ngoài ra, chân của nó nên có chiều dài đủ để dao cắt này có thể làm cho một rãnh sâu hơn 2-3 mm so với chiều cao của thân khóa.
- Kẹp công cụ trên collet thực hiện.
- Đặt trên thiết bị độ sâu ngâm tối đa của snap, đủ để lắp cơ thể khóa. Điều này được thực hiện bằng cách sử dụng điều khiển độ sâu.
- Bật thiết bị và khoan đến độ sâu đầy đủ được đặt ở đầu đánh dấu. Lặp lại khoan dọc theo toàn bộ chiều dài của phần này, đặt các lỗ càng gần nhau càng tốt.

- Khi toàn bộ khu vực đã được làm việc, hãy nâng phần dao cắt lên một chút để phần trên của cạnh dụng cụ hơi ra khỏi rãnh (1-2 mm) và thực hiện phay bằng cách di chuyển thiết bị qua lại. Sau vài lần, dao cắt có thể được làm sâu và thực hiện lại thao tác trên. Kết quả là, bạn có được một rãnh sâu với đáy phẳng và tường mịn.


Lấy mẫu các rãnh và khu vực
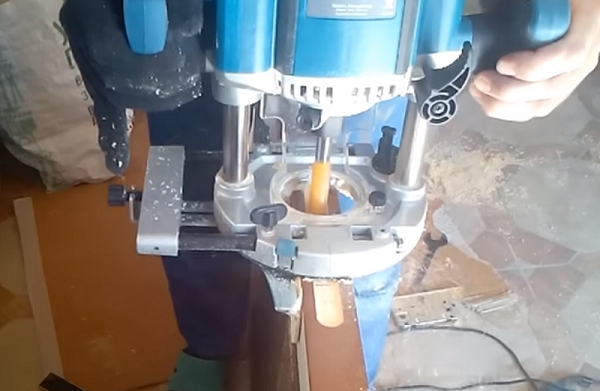
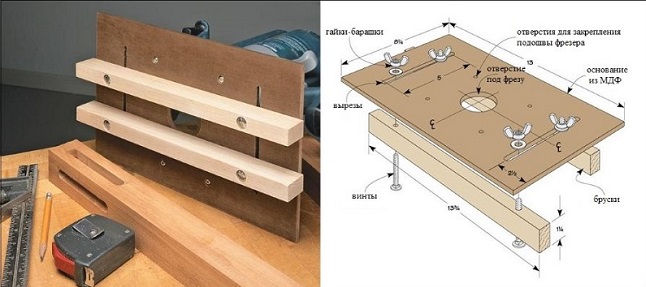
Để chọn một rãnh trên bề mặt của phôi gia công hoặc cạnh của nó (cuối), bạn có thể sử dụng một điểm dừng song song, như trong trường hợp khóa cửa. Nhưng bạn có thể làm cho một thiết bị đặc biệt tạo điều kiện cho quá trình này, nếu bạn muốn chọn các rãnh trong một số lượng lớn các phần giống nhau từ cây. Nó trông như thế nào công cụ khíathể hiện trong hình dưới đây.
Thiết bị này được cấu hình đơn giản:
- các đơn vị được cài đặt trên các đồ đạc nền tảng;
- toàn bộ cấu trúc được chồng lên phôi;
- sử dụng các thanh dẫn song song, một dao cắt rãnh thẳng được căn giữa so với dấu trên phôi;
- sau khi điều chỉnh chiều sâu của dụng cụ (thường yêu cầu nhiều lần), rãnh được thực hiện.
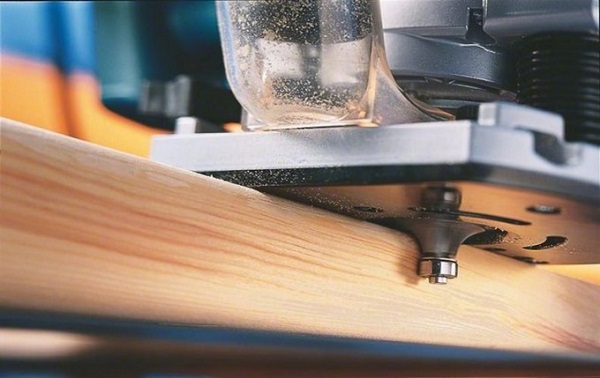
Để chọn một phần tư trong một ô trống bằng gỗ, hãy sử dụng rãnh cắt với mang.

Như một hướng dẫn cho dụng cụ phục vụ các cạnh (cuối) của phôi. Công cụ này được kẹp trong collet của đơn vị, sau đó chiều cao ngâm được thiết lập và một phần tư được lấy mẫu theo cách thông thường.

Chọn một phần tư không phải là chức năng duy nhất của snap này. Với nó, bạn có thể chọn một rãnh dọc theo cạnh của phôi và tạo một bảng có rãnh. Độ sâu của rãnh được điều chỉnh bằng cách thay đổi vòng bi đẩy của các đường kính khác nhau.

Để sản xuất các bảng có rãnh với khối lượng lớn sẽ cần phải lắp bộ định tuyến vào bảng.
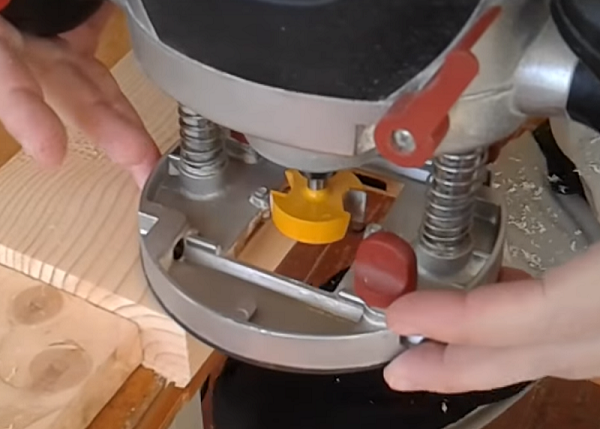
Thorn rãnh và khớp đúng với
Để tạo một kết nối rãnh, có nhiều thiết bị phức tạp. Nhưng nếu việc sản xuất các sản phẩm gỗ không được đưa vào dòng,Đó là lưỡi kết nối và rãnh với sự giúp đỡ của một nhà máy tay có thể được thực hiện một cách đơn giản.
- Phần mà trên đó cành sẽ bị cắt nên có kích thước hoàn chỉnh. Khi thực hiện đánh dấu, bạn nên thêm chiều dài của cành vào chiều dài của phần. Ví dụ, đối với chân của bàn ghế sẽ có đủ chiều dài gai 30-40 mm, và cho cửa ra vào - 55-70 mm. Sử dụng hình vuông để đánh dấu trên cạnh của phôi.
- Hãy cưa và cắt nhỏ (đây sẽ là vai của cành).

- Chuẩn bị cắt "thùng"Và bảo vệ nó trong thiết bị collet. Với kết nối tăng đột biến trợ giúp của nó sẽ được tạo ra.
- Sửa phôi gia công trên bàn làm việc, và vuông góc với nó bảo đảm phần thứ hai của cùng độ dày (sẽ đóng vai trò như một bộ phận hỗ trợ cho bộ định tuyến của máy nghiền).

- Tiếp theo, bạn cần đặt số lượng khởi hành của dao cắt tương ứng với vị trí của thiết bị. Nếu đỉnh nhọn được đặt chính xác ở giữa phôi gia công, cần nhô ra công cụ sao cho, sau khi xoay phần và mặt cắt thứ hai, bạn sẽ có độ dày tăng đột biến tương ứng với chiều rộng rãnh. Chiều rộng của rãnh, lần lượt, phụ thuộc vào đường kính của máy cắt rãnh. Từ kích thước này, việc tính toán toàn bộ kết nối sẽ bắt đầu.
- Một khi bạn đã quyết định độ sâu của công cụ và thiết lập giới hạn, bạn có thể bắt đầu lấy mẫu cành. Bật thiết bị và bắt đầu xay phôi, nhưng theo từng giai đoạn, vét vào vật liệu 3 mm mỗi lần.
- Khi đạt đến độ sâu mong muốn, hãy dừng máy và lật phôi.
- Tiếp tục lấy mẫu cành bằng cách sử dụng phương pháp được mô tả ở trên. Kết quả là, bạn sẽ nhận được gai hình chữ nhật. Nhưng, vì rãnh sẽ có một vòng tròn từ máy cắt xung quanh các cạnh, nó cũng sẽ cần thiết để cắt các góc trên cành. Điều này có thể được thực hiện bằng dao hoặc trên máy mài.
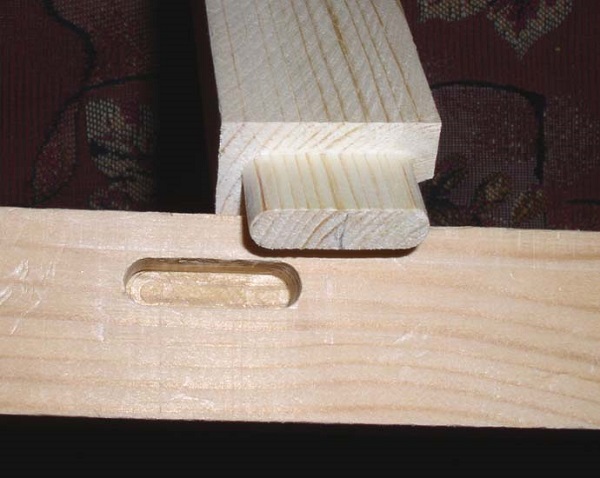
Làm thế nào các rãnh được chọn đã được thảo luận chi tiết ở trên. Nếu bạn muốn tạo rãnh dọc theo toàn bộ chiều dài hoặc chiều rộng của phôi, thì bạn sẽ không cần phải làm tròn các góc của cành.
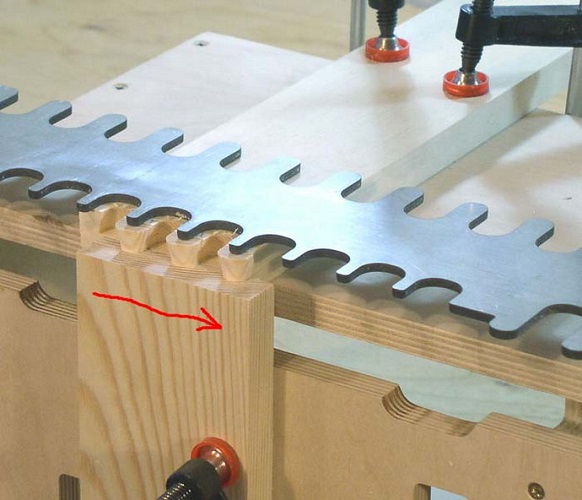
Để tạo ra một khớp nối ngẫu nhiên, hãy sử dụng một thiết bị đặc biệt.

Trên máy được cài đặt rãnh cắt "khớp đúng" đuôivà cũng là tay áo bản sao có mặt, để định vị tốt nhất trong các khe của mẫu.

Sau khi kẹp mẫu và phôi được nghiền theo các quy tắc chung.
Lưỡi và rãnh rãnh cũng được sử dụng. trong sản xuất lót. Chỉ cần để làm cho bảng điều khiển tường, bạn phải có một bộ 2 máy cắt. Một máy cắt chọn một rãnh trên cạnh của phần, và cái kia - làm cho một cành.

Để tạo một tập tin, các cạnh trong đó là một cành, và cắt một rãnh trong khung của mặt tiền, cũng sử dụng một bộ cắt.

Công việc kim loại
Phay kim loại với máy phay thủ công được thực hiện trong những trường hợp rất hiếm, vì công cụ này không dành cho những mục đích này. Đôi khi nó được sử dụng để tước các mối hàn hoặc các lỗ rezsenkovki. Nó cũng được phép làm việc với công cụ này để chế biến các sản phẩm từ nhôm, đồng, đồng và đồng thau (để chọn rãnh). Máy cắt rãnh cacbua được lắp đặt trong thiết bị và phần được nghiền theo cách thông thường.
Đồng thời trên thiết bị, bạn cần đặt tốc độ trục xoay tối thiểu và độ sâu của dụng cụ chụp nhanh trên một lần truyền phải là 0,5-1 mm.
Đôi khi một bộ định tuyến thủ công được sử dụng cho các mẫu khắc trên các mặt phẳng từ kim loại màu. Trong trường hợp này, các mẫu và phụ kiện giống nhau được sử dụng như cho chế biến gỗ, chỉ có các bộ kẹp đặc biệt được kẹp trong bit bộ định tuyến. máy cắt khắc.

Hình chạm khắc và hàng thủ công
Thông thường cho hình khắc gỗ sử dụng rãnh phi lê và máy cắt khe. Máy phay tay chạm khắc gỗ như sau:
- cài đặt một cắt rãnh fillet của đường kính nhỏ vào đơn vị;
- áp dụng một bản vẽ trên trống (bạn có thể sử dụng một stencil);

- khoanh tròn hoa văn bằng dấu đen (không phải rượu);

- đi dọc theo các đường được vẽ bằng một máy nghiền phi lê, thiết lập độ sâu ngâm 3-4 mm;

- Tiếp theo, bạn nên thay đổi dao phay phi lê thành dao cắt rãnh thẳng và chọn toàn bộ bên trong mẫu;

- sau khi phay, mẫu kết quả phải được đánh bóng bằng giấy nhám và được đánh bóng.

Trong cùng một cách được thực hiện khắc hình thể tích trên cây. Chỉ có nhà máy được chọn không theo mẫu, mà là bởi nền xung quanh nó. Trang trí hoàn thiện đã là một mũi khoan hoặc khoan nhỏ (khắc).

Ngoài ra, với sự giúp đỡ của một máy cắt phay, không chỉ khắc gỗ bề mặt được thực hiện, mà còn openwork thông qua (slit) cắt ván ép, các tấm ván mỏng, ván MDF. Hình dưới đây cho thấy một mô hình rãnh được thực hiện bởi một bộ định tuyến trên ván ép.

Chế biến gỗ dán được làm bằng máy cắt thông thường cho gỗ.
Vì ván ép có chứa một số lượng nhất định của thành phần kết dính, thiết bị phải được làm sạch keo dính vào lưỡi dao thường xuyên hơn khi chế biến gỗ.
Sử dụng các phương pháp làm việc trên, bạn có thể cắt các yếu tố xoăn cho gazebos, mặt bếp, đồ nội thất quốc gia, v.v.

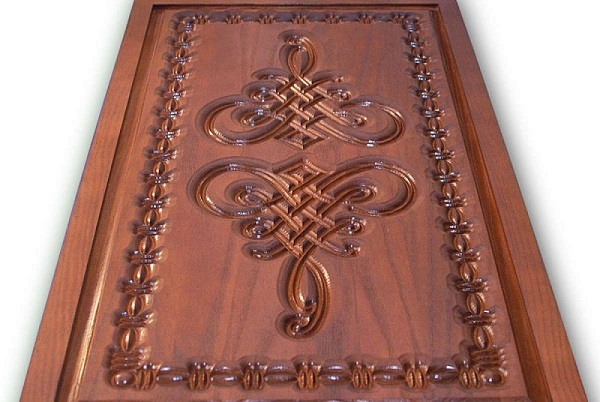
Hình dạng khác nhau có thể được trang trí bằng gỗ chạm khắc gỗ thủ công mỹ nghệ. Ví dụ, caskets, backgammon, tạo dấu hiệu cho các tổ chức khác nhau.


Fraser cũng áp dụng nếu được yêu cầu làm balusters, được trang trí với sợi xoắn hoặc thẳng. Đối với các rãnh phay thẳng, hãy sử dụng một thiết bị đặc biệt dễ thực hiện bằng tay của chính bạn.


Quá trình phay balusters như sau.
- Máy phay rãnh có ổ đỡ được lắp đặt trong thiết bị.
- Vì vậy, các phôi không xoay, nó được cố định với một ốc vít. Ông phải nhập vào một trong các lỗ của đĩa với một baluster gắn liền với nó.
- Hơn nữa, dao được hạ thấp sao cho ổ đỡ lực đẩy nằm ở bên trái hoặc bên phải của phôi gia công và ngay bên dưới trung tâm của nó. Nhưng dao cắt phải chính xác ở giữa phần.
- Sau khi định vị dụng cụ, thiết bị được bật và rãnh được làm tròn được tạo ra (ổ đỡ ổ đĩa công cụ, lặp lại tất cả các hình thức của baluster).
- Trong bước tiếp theo, bộ định tuyến được chuyển hướng sang một bên, vít cố định được giải phóng và đĩa được xoay sao cho bộ phận cố định chạm vào lỗ tiếp theo.
- Sau khi sửa lại phôi gia công là lấy mẫu dọc của rãnh. Sau mỗi lần cắt của dao cắt, phôi phải được xoay 1 bước.
Các hình ảnh sau đây cho thấy balusters với rãnh dọc.

Để làm xoắn balusters cần sự thích ứng phức tạp hơn.

Mẫu xoắn có được bằng cách xoay phôi gia công trong khi di chuyển dao cắt trên đó. Xoay vòng phôi và chuyển động của bộ định tuyến trên máy này được đồng bộ hóa.
/rating_off.png)











