Chúng tôi chọn băng cho máy xay
Trong thị trường thiết bị nghiền, bạn có thể thấy một số lượng lớn các công cụ điện và khí nén, khác nhau về cả nguyên tắc hoạt động và mục đích. Nhưng không có vấn đề gì loại công cụ, không có hàng tiêu dùng (dụng cụ), nó không thể làm việc. Sự thành công của công việc phụ thuộc vào sự lựa chọn đúng đắn của chi tiết quan trọng này.
Nội dung
Các loại đầu phun cho các máy mài khác nhau
Máy mài (BL) được sử dụng để chế biến hầu như bất kỳ vật liệu nào: gỗ, nhựa, kim loại, đá, bê tông, sơn phủ và sơn bóng, thủy tinh, v.v. Theo đó, các đầu phun cho máy mài cũng có thể có hình dạng khác nhau, được làm bằng vật liệu đặc biệt và có ý định thực hiện công việc cụ thể.Đối với các loại máy nghiền, có các loại đầu phun sau đây.
Máy mài thẳng
Đối với các máy nghiền trực tiếp, được sử dụng chủ yếu cho các bộ phận tước và mài ở những nơi khó tiếp cận, chúng được sử dụng vòng tròn emery.
Nếu nó là cần thiết để thực hiện công việc chính xác hơn, một bộ nón khác nhau được cung cấp cho các loại máy xay trực tiếp.

Rung
Loại CMM này có đế hình chữ nhật bằng phẳng, được cố định chà nhám tấm sử dụng kẹp đặc biệt. Giấy nhám nhám cho máy mài kiểu rung có lỗ được thiết kế để loại bỏ bụi mịn. Họ trùng với hốc nằm trên cơ sở của đơn vị.
Deltoid
Trong một máy mài deltoid, đế có thể trông giống như một tấm sắt làm việc hoặc có hình dạng tam giác. Theo đó, hình dạng của thiết bị sẽ có hình dạng tương tự.


Cọ vẽ
Không khó để đoán rằng công cụ chính cho loại CMM này - bàn chải nylonđược sử dụng để đánh răng gỗ.

Ngoài ra trên bàn chải đơn vị có thể cài đặt lamella mài phun loại con lăn.

Lập dị (quỹ đạo)
“Orbitalka” là một đơn vị thực hiện xử lý bề mặt chất lượng cao nhất. Trên CMM lập dị được cài đặt da tròntương ứng với hình dạng của đế đơn vị.

Đánh bóng
Thiết bị này được sử dụng để đánh bóng sơn phủ, ví dụ, thân xe sau khi sơn.

Để hoàn thiện lớp phủ sử dụng cảm thấy vòi phun trên máy chà nhám, cũng như cao su xốp.
Băng keo
Trên băng giấy CMM cài đặt giấy nhám, dán dưới dạng một chiếc nhẫn. Trên cả hai mặt của đế đơn vị có 2 trục, một trong số đó là một con lăn căng. Trên các con lăn nhất định và các thiết bị mà là một băng mài mòn vô tận được đưa vào.

Phân loại giấy nhám
Mặc dù tất cả các thiết bị khác nhau để mài và đánh bóng, công cụ phổ biến nhất là máy mài đai, sử dụng đai mài mòn vô tận. Nhưng đối với vật liệu chế biến chất lượng cao thì không đủ để có bộ phận này và một đôi đai chà nhám. Đối với từng loại công việc, cần phải lựa chọn đúng thiết bị, không chỉ trong ngũ cốc, mà còn về kích thước, loại cơ sở.
Cơ sở
Các vật liệu khác nhau có thể được sử dụng làm nền tảng cho đai chà nhám.
- Băng có in trên cơ sở giấy mài mòn là phổ biến nhất, bên cạnh giá của chúng là thấp nhất. Cơ sở của họ, đó là, web giấy, được ngâm tẩm với nhựa và polyme, làm tăng đáng kể sức mạnh của nó và khả năng chống mài mòn, rách, uốn. Việc ngâm tẩm sẽ áp dụng khả năng chống ẩm shlifenta. Nhưng nó là giá trị biết rằng băng như vậy không được sử dụng cho công việc chuyên sâu, vì giấy vẫn là một tài liệu mong manh. Thông thường băng giấy dựa có hạt mịn.
- Đai mài mòn vải dựa, có sức đề kháng tốt để mặc và làm việc lâu hơn so với thiết bị, được thực hiện trên giấy. Vải vải không chỉ giữ được lớp vỏ mài mòn, mà còn có độ đàn hồi và độ ẩm tốt. Các loại vải có đế bằng vải có thể được sử dụng cho công việc nghiền chuyên sâu, cả trên vật liệu mềm và dày đặc hơn, ví dụ, để chế biến các loài gỗ cứng. Cũng từ vật liệu này làm thiết bị trên một tờ rơi cho các loại BL.
- Vải giấy mô kết hợp chất lượng tốt nhất của cả hai vật liệu: độ đàn hồi, khả năng chống uốn và mài mòn, độ ẩm. Thông thường, vải nhám thô được làm trên cơ sở kết hợp.
Bất kỳ loại vải nhám có thể được mua với số lượng lớn, đó là ở dạng cuộn. Điều này cho phép bạn tiết kiệm đáng kể tiền, đặc biệt là trong sản xuất, vì nó không phải là khó khăn để làm cho một công cụ của hình dạng và kích thước mong muốn với bàn tay của riêng bạn cho hầu hết các máy mài.
Đánh dấu
Trên bất kỳ giấy nhám đánh dấu đánh dấu cho thấy nồng độ của mài mòn và phần của nó. Nếu bạn dựa vào GOST 3647-80 trong nước, thì nó cho biết có bao nhiêu hạt mài mòn trên mỗi đơn vị vuông. Những định nghĩa này đã lỗi thời ngày hôm nay, kể từ khi định nghĩa mới tiêu chuẩn quốc tế (ISO). Theo đó, chúng được đánh dấu ở mặt sau của sản phẩm. Dưới đây là bảng liệt kê tất cả các loại ngũ cốc, như đối với GOST 3647-80 và ISO.

Sự khác biệt chính giữa tiêu chuẩn cũ và mới là theo GOST, mật độ và kích thước của hạt mài mòn được giảm theo tên, và theo ISO số lượng trong tên sản phẩm tăng theo tỷ lệ giảm số lượng hạt trên mỗi ô vuông.
Nói một cách đơn giản, hình lớn hơn đằng sau chữ “P”, viết tắt của chữ grit, phần nhỏ hơn sẽ là phần mài mòn trên miếng vải nhám. Ví dụ, mọi người đều biết giấy nhám có tên là “null”Sẽ được dán nhãn P400. Và các sản phẩm có tên gọi P600 ... P2500 có một phần nhỏ đến mức gần như không thể chạm vào.
Và ngược lại, việc đánh dấu theo GOST cũ được diễn giải như sau: số trước chữ cái chỉ ra rằng một mẩu mài mòn được áp dụng cho bề mặt của vải mài, tương ứng với sàng kích thước. Ví dụ, đánh dấu 10-H có nghĩa là kích thước mắt lưới của lưới lọc mà qua đó độ mài mòn được lấy là 100 micron. Do đó, con số nhỏ hơn trong việc đánh dấu theo GOST, phần nhỏ hơn của mẩu được áp dụng cho khung vẽ.
Vật liệu mài mòn
Khi chọn một dây đai cho máy mài, người ta nên tính đến một tham số như một vật liệu mài mòn, không kém phần quan trọng hơn cơ sở của sản phẩm. Các chip mài mòn cho vải nhám được làm từ nhiều chất liệu.
- Đồ gốm. Vật liệu này tạo ra giấy nhám thô được sử dụng để gia công gỗ,và cũng để nghiền nhanh các lớp vật liệu, ví dụ, khi san phẳng mặt phẳng.
- Carborundum (cacbua silic). Thường được sử dụng để hoàn thiện nhựa, gang, thép, nhôm, đồng, đá granit, đá cẩm thạch, thủy tinh, gỗ cứng, tức là vật liệu có bề mặt cứng.
- Electrocorundum (nhôm oxit). Nó là vật liệu mài mòn được sử dụng rộng rãi nhất. Nó có tuổi thọ cao hơn do thực tế là các tinh thể “mềm” của nó trong quá trình nghiền, vỡ ra, tạo thành các tinh thể nhỏ hơn, nhưng không kém sắc nét. Các loại vải mài từ electrocorundum được sử dụng để chế biến gỗ, thép cứng và thép không cứng, sắt dễ uốn.
- Quả lựu. Một mảnh vụn khoáng sản này mềm và cứng. Sau khi xử lý bất kỳ vật liệu nào có vải phủ garnet, một bề mặt phẳng và mịn được hình thành. Do đó, băng chà nhám với chip garnet được sử dụng để hoàn thiện các sản phẩm gỗ mềm.
- Kim cương tổng hợp. Giấy nhám kim cương bền nhất và đồng thời đắt nhất.Nó có khả năng chống mài mòn rất cao và được sử dụng trong công nghiệp để mài và đánh bóng các sản phẩm kim loại.
Cách dán giấy nhám
Nhiều chủ sở hữu máy mài đai, đặc biệt với khối lượng công việc lớn, phải đối mặt với vấn đề thiếu vành đai mài mòn vào đúng thời điểm. Trong các cửa hàng bán thiết bị cho CMM, bạn có thể thấy rằng vành đai chà nhám các kích thước hạt khác nhau được bán ở dạng cuộn. Nhưng không phải ai cũng biết mục đích của nó được bán với số lượng như thế nào. Trong thực tế, mài mòn có thể được mua trên các đoạn phim và sử dụng nó cho rung CMM, cắt ra các tấm chà nhám nhỏ từ trang web và đục lỗ trong chúng để loại bỏ bụi. Ngoài ra, không ai cấm và dán giấy nhám cho máy chà nhám bằng tay và ở nhà. Thuật toán dán băng mài mòn như sau.
Cắt một mảnh giấy nhám có chiều dài mong muốn. Ví dụ, bạn có thể lấy một vành đai chà nhám đã được sử dụng bằng cách cắt nó. Đo chiều dài của băng, thêm 10 mm vào nó để chồng chéo và áp dụng kích thước kết quả ở mặt sau của giấy nhám.

Băng phải được cắt ở một góc 45-50 độ, có tính đến hướng mài. Thông thường trên tất cả các loại vải mài có một mũi tên chỉ hướng mà công cụ sẽ hoạt động. Khi dán bạn cần sắp xếp các đầu của băng như trong hình trên.
Tiếp theo, bạn nên chuẩn bị keo và một thanh gỗ nhỏ. Trong trường hợp này, để dán băng lại với nhau, nó được sử dụng Keo dán PVA Kleiberit 300được phân phối cả trong bao bì lớn và nhỏ.
Tính đặc thù của loại keo này là nó có thể được sử dụng để liên kết nóng các bộ phận.

Ở một bên của băng, cách mép 10 mm, vẽ một đường bằng thước kẻ và vật sắc nhọn. Dấu được tạo trực tiếp trên bề mặt mài mòn.

Uốn cong giấy nhám ở vị trí của một notch và làm sạch nó bằng một con dao.

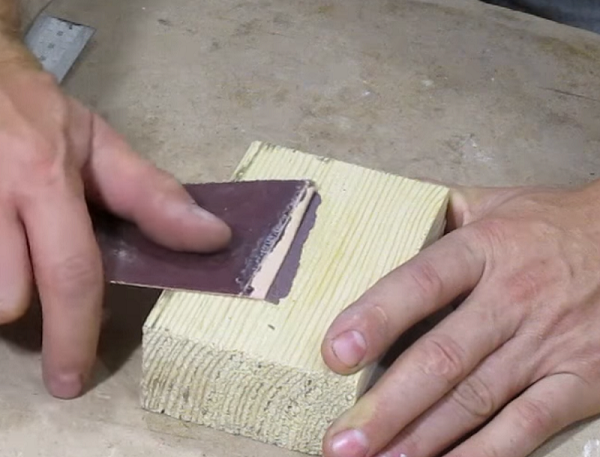
Bôi keo vào dải đã chuẩn bị và sử dụng làm nóng sơ bộ sắt keo phần này của băng vào một thanh gỗ (30 giây sẽ là đủ).


Sau khi kết thúc sự nóng lên, cẩn thận xé ra khỏi khu vực dán đá nhám từ thanh gỗ. Kết quả là, bạn có được kết thúc của băng, xóa các chip mài mòn.
Dư lượng mài mòn có thể được loại bỏ bằng dao, căn chỉnh dải trên nhãn đã đánh dấu trước đó.

Tiếp theo, áp dụng keo để phần tước của băng.

Kết nối trơn tru các đầu của vải nhám và làm ấm khu vực dán keo bằng bàn ủi ở cả hai bên.



Sau khi quá trình dán hoàn tất, cho phép băng nguội một chút, sau đó nó sẽ sẵn sàng để sử dụng. Kết quả là, bạn nhận được một vành đai chà nhám không tốn kém, mà không khác nhau về chất lượng từ các chất tương tự của nhà máy.
Chi phí của băng tự làm cho CMM, có thể dễ dàng tính toán. Q1 m của giấy nhám, chi phí, trung bình, 250 rúp, và lấy nó để sản xuất khoảng 10 đai chà nhám (tùy thuộc vào mô hình của thiết bị). Điều này có nghĩa là 25 rúp được chi cho một băng. Keo có thể được mua với giá 360 rúp / 1 kg. Nó đủ để dán khoảng 300 băng, tức là 1,2 rúp được chi cho một băng. Nó chỉ ra rằng một băng tự chế chi phí 26 rúp 20 kopecks, rẻ hơn nhiều so với một dụng cụ làm sẵn, giá bắt đầu từ 100 rúp mỗi mảnh.
/rating_off.png)











